

TEEP a inne wskaźniki – kiedy warto skupić się na którym
Podczas gdy wskaźniki TEEP (całkowita efektywność sprzętu) i OEE (Overall Equipment Effectiveness) są ze sobą ściśle powiązane, każda z nich służy innemu celowi. Zrozumienie różnic między nimi – oraz tego, kiedy należy nadać pierwszeństwo jednej z nich – może pomóc w skuteczniejszej optymalizacji operacji produkcyjnych.
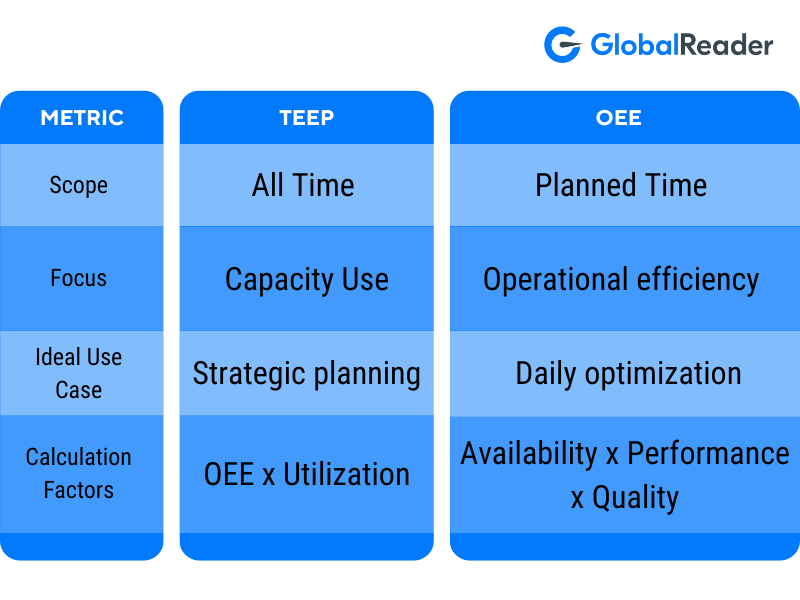
1. Główne różnice między wskaźnikiem TEEP a wskaźnikiem OEE
2. Kiedy należy nadać priorytet programowi TEEP?
Strategiczne planowanie wydajności: Skorzystaj z narzędzia TEEP, aby oszacować, o ile można zwiększyć przepustowość Twojego zakładu poprzez usprawnienie harmonogramowania i poprawę wydajności.
Skalowanie działalności: Firmom planującym ekspansję TEEP dostarcza informacji pozwalających ocenić, czy obecne zasoby są w stanie sprostać rosnącemu zapotrzebowaniu.
Odkrywanie ukrytego potencjału: Jeśli Twoja fabryka charakteryzuje się niskim stopniem wykorzystania mocy produkcyjnych, TEEP wskazuje możliwości poprawy.
Przykładowy scenariusz: Fabryka osiąga wskaźnik TEEP na poziomie 35%, co wskazuje na znaczne niewykorzystane moce produkcyjne. Kierownictwo postanawia wprowadzić weekendowe zmiany oraz skrócić czas przezbrojenia, dzięki czemu w ciągu sześciu miesięcy wskaźnik TEEP wzrasta do 55%.
3. Kiedy należy nadać priorytet wskaźnikowi OEE?
Codzienne zarządzanie wydajnością: Wykorzystaj wskaźnik OEE (Overall Equipment Effectiveness) do monitorowania i poprawy dostępności, wydajności oraz jakości w trakcie planowanych godzin produkcji.
Wykrywanie konkretnych nieefektywności: Wskaźnik OEE pomaga zidentyfikować takie problemy, jak częste awarie maszyn lub wysoki odsetek wadliwych produktów.
Krótkoterminowe usprawnienia procesów: Gdy nacisk kładzie się na optymalizację codziennych operacji, wskaźnik OEE dostarcza praktycznych informacji.
Przykładowe zastosowanie:
Fabryka o wskaźniku OEE wynoszącym 60% ma następujący rozkład:
Wydajność = 90%
Jakość = 95%
Dostępność = 70% (z powodu 20% nieplanowanych przestojów)
Dzięki wdrożeniu konserwacji predykcyjnej nieplanowane przestoje zmniejszają się o 20% z 30% planowanego czasu produkcji dotkniętego przestojami, co skutkuje 6-procentową poprawą dostępności w wartościach bezwzględnych (z 70% do 76%).
Wykorzystanie wzoru OEE:

W ten sposób wskaźnik OEE wzrasta z 60% do 65%, co odzwierciedla realistyczną i możliwą do osiągnięcia poprawę dzięki lepszym strategiom konserwacji.
Pokazuje to, w jaki sposób wyeliminowanie nieplanowanych przestojów może zwiększyć ogólną wydajność bez konieczności zakupu nowego sprzętu lub ponoszenia znacznych nakładów finansowych.
4. Łączne stosowanie wskaźników TEEP i OEE
Aby uzyskać kompleksowe podejście, należy połączyć oba wskaźniki:
TEEP pozwala spojrzeć z szerszej perspektywy na całkowity potencjał Twojego zakładu.
Wskaźnik OEE skupia się na wydajności operacyjnej w ramach zaplanowanych godzin pracy.
Przykład:
Fabryka działa przez całą dobę, co oznacza, że ma łącznie 168 godzin dostępnych w tygodniu. Jednak ze względu na ograniczenia związane z harmonogramem pracy działa ona tylko przez 96 godzin tygodniowo, co oznacza, że jej wskaźnik wykorzystania wynosi:

Zakład osiąga również wskaźnik OEE na poziomie 70%, co oznacza, że w czasie zaplanowanych godzin pracy działa z wydajnością wynoszącą 70%.
Ponieważ TEEP oblicza się w następujący sposób:

Zakład ten stwierdza, że niski wskaźnik TEEP wynika z ograniczonego harmonogramu pracy (niskiego stopnia wykorzystania mocy produkcyjnych).
Wprowadzone ulepszenia:
Dodatkowe zmiany zwiększają stopień wykorzystania mocy produkcyjnych z 57% do 70% (np. poprzez wprowadzenie zmian weekendowych).
Optymalizacja prędkości maszyny i zmniejszenie liczby wadliwych produktów pozwala podnieść wskaźnik OEE z 70% do 75%.
A teraz ponowne obliczenie wskaźnika TEEP:

W związku z tym wskaź nik TEEP wzrasta z 40% do 52,5%, co oznacza znaczny wzrost całkowitej wydajności zakładu.
Dzięki wydłużeniu zaplanowanego czasu produkcji i jednoczesnej poprawie wskaźnika OEE producenci mogą zmaksymalizować swoje moce produkcyjne i wydajność bez konieczności inwestowania w dodatkowy sprzęt.
5. Wybór odpowiedniego wskaźnika dostosowanego do Twoich celów

Zalety GlobalReader: Połączenie wskaźników TEEP i OEE
Narzędzia GlobalReader umożliwiają producentom płynną optymalizację obu wskaźników:
Śledzenie w czasie rzeczywistym: Monitoruj wskaźniki OEE, takie jak dostępność i wydajność, korzystając z gromadzenia danych w czasie rzeczywistym.
Analiza produkcji: Twórz raporty wskazujące możliwości w ramach programu TEEP, takie jak niewykorzystane zmiany.
Konserwacja predykcyjna: Ograniczanie nieplanowanych przestojów w celu poprawy wskaźników OEE i TEEP.
Dzięki zrozumieniu, kiedy i w jaki sposób należy skupić się na wskaźnikach TEEP i OEE, producenci mogą podejmować świadome decyzje, które przyczyniają się do poprawy zarówno bieżących wyników, jak i długoterminowych możliwości produkcyjnych.
W ostatniej części podsumujemy konkretne działania, które możesz podjąć, aby zoptymalizować system TEEP, oraz omówimy, w jaki sposób GlobalReader może pomóc Ci w realizacji tych celów.
Jak zoptymalizować wskaźniki TEEP i OEE
Oto, jak możesz zacząć poprawiać oba wskaźniki, stosując podejście oparte na danych:
Skrócenie przestojów sprzętu w celu poprawy wskaźnika OEE
Wprowadź konserwację predykcyjną, aby zminimalizować nieplanowane przestoje.
Należy przeszkolić maszynistów w celu skrócenia czasu przeładunku i wyeliminowania krótkotrwałych postojów.
Wykorzystaj powiadomienia w czasie rzeczywistym, aby wykrywać nieefektywności, zanim wpłyną one na produkcję.
Zobacz te 10 najlepszych strategii poprawy wskaźnika OEE
Usprawnij planowanie, aby zwiększyć efektywność programu TEEP
Zidentyfikuj niewykorzystane zmiany i zwiększ produkcję w okresach przestoju.
Równomiernie rozłóż obciążenie pracą na różne zmiany, aby zoptymalizować dostępność maszyn i zapewnić lepsze planowania produkcji.
Wykorzystaj historyczne dane dotyczące produkcji do planowania na wypadek wahań popytu.
Zwiększ wydajność produkcji oraz jakość
Zidentyfikuj urządzenia o niskiej wydajności i dostosuj parametry wydajnościowe.
Zmniejsz liczbę wad poprzez wdrożenie środków kontroli jakości w czasie rzeczywistym.
Wykorzystaj automatyczne gromadzenie danych do analizy trendów dotyczących wydajności.
Najlepsze w tym wszystkim jest to, że nie musisz robić tego wszystkiego ręcznie. GlobalReader oferuje łatwe w obsłudze oprogramowanie, a żebyś mógł się przekonać, jak proste jest w użyciu, udostępniliśmy je do wypróbowania ZA DARMO. Wystarczy, że zalogujesz się przez Google lub założysz konto demonstracyjne i zaczniesz z nim eksperymentować. Możesz sprawdzić, co powoduje przerwy w działaniu, zaplanować prace konserwacyjne, a w końcu opierać się na aktualnych danych w czasie rzeczywistym, by podejmować lepsze decyzje i zacząć zarabiać więcej.