

Pomiar objętości w metrach sześciennych w czasie rzeczywistym na liniach przenośnikowych
Tak, pomiar metrów sześciennych w czasie rzeczywistym jest możliwy. Oczywiście wiąże się to z pewnymi wyzwaniami, ale dzięki GlobalReaderowi jest to wykonalne. W wielu zakładach produkujących drewno i fornir wielkość produkcji nadal mierzy się w sztukach lub na podstawie pojemności chwytaka ładowarki czołowej. Jednak te metody nie oddają pełnego obrazu sytuacji. W jednej zmianie można przetworzyć 400 kłód. W następnej – 380. Na papierze wygląda to podobnie. W rzeczywistości całkowita liczba metrów sześciennych może się znacznie różnić. Grubsze kłody, cieńsze kłody, nieco krótsze partie – wszystko to wpływa na rzeczywistą wydajność produkcji. A gdy zmienia się objętość, zmienia się planowanie. Zmienia się wydajność. Zmienia się wskaźnik OEE.
Podsumuj za pomocą sztucznej inteligencji
Prawdziwy problem: tak naprawdę nie znasz swojej wielkości
Problem ten pojawił się, gdy jeden z naszych klientów potrzebował dokładnego, liczbowego podsumowania w czasie rzeczywistym dotyczącego ilości kłód brzozowych (w m³) przechodzących przez konkretną linię produkcyjną. Chodzi o linię do produkcji forniru firmy Thoms & Benato, na którą kłody brzozowe trafiają po wcześniejszym okorowaniu, a następnie są transportowane taśmą przenośnikową.
W jaki sposób większość fabryk oblicza objętość we własnym zakresie?
Jak widzieliśmy, sytuacja jest dość poważna. Zakupiony surowiec (kłody itp.) dostarczany jest ciężarówkami, a następnie mierzy się go ręcznie za pomocą taśmy mierniczej lub przy pomocy przyrządów z podziałką. Następnie kłody są zazwyczaj sortowane według długości lub rozmiaru i odpowiednio układane. I właśnie w tym momencie najczęściej pojawiają się rozbieżności
– nie wiadomo, ile kłód faktycznie trafiło dziś do fabryki lub ile przywieziono podczas ostatniej zmiany itp. Zatem zazwyczaj fabryki:
Przenoszenie kłód z placu magazynowego na linie produkcyjne
Niektórzy mierzą średnicę próbek, inni sprawdzają średnią długość.
Niektóre dane dotyczące udźwigu chwytaka ładowarki czołowej
Ktoś wpisuje liczby do Excela.
System ERP zakłada, że w przyszłości zajdzie potrzeba uzupełnienia zapasów.
Zanim zorientujesz się, ile metrów sześciennych przeszło przez linię, zmiana już się skończyła. A co gorsza, zmiany trwają tygodniami, a może nawet miesiącami. Pomiar metrów sześciennych w czasie rzeczywistym eliminuje tę niepewność.
Jaki jest model obliczeniowy służący do ustalania liczby metrów sześciennych (m³)?
Obliczanie metrów sześciennych opiera się na trzech parametrach zmierzonych w rzeczywistości
czas:
Średnica (D) – określona na podstawie kurtyn podczerwieni.
Wysokość / kształt przekroju – dane te również pochodzą z kurtyny podczerwieni (wykorzystywanej do
określić logarytmiczne pole przekroju poprzecznego).
Długość (L) – obliczona na podstawie prędkości obrotowej zarejestrowanej przez enkoder oraz
Zarejestruj prędkość ruchu.
Wynik jest przekształcany w oddzielny punkt na wykresie, zwany
metr sześcienny.
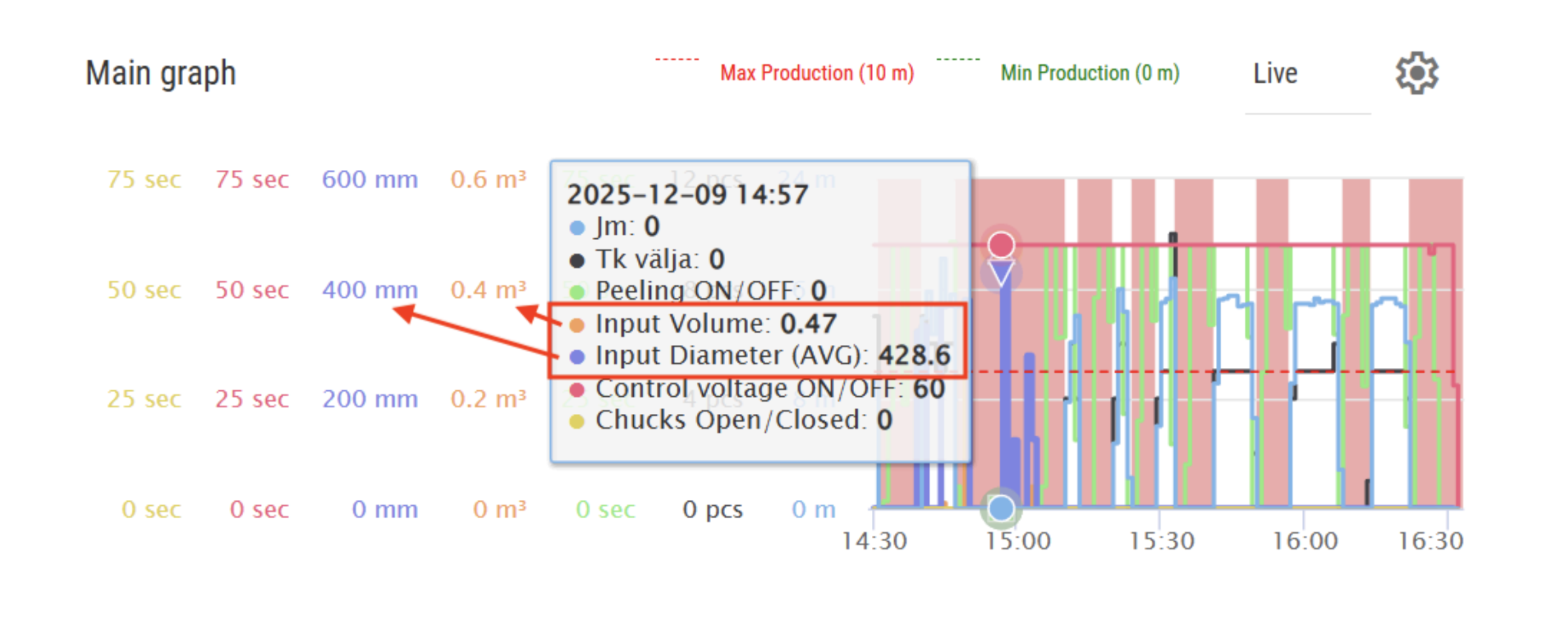
MainGraph
łączna objętość kłód brzozowych w m³,
średnia średnica logarytmiczna obliczana na bieżąco.
Co się zmienia, gdy oglądasz m³ na żywo
Jak wspomniano wcześniej, obserwujemy, że zakłady produkcyjne mają niewielką kontrolę lub nie mają jej wcale nad tym, ile surowca trafia na linie produkcyjne i faktycznie dociera do maszyn. W zakładach wykorzystujących kłody, a także w fabrykach produkujących fornir i sklejkę, zbyt często dochodzi do strat materiałowych jeszcze przed dotarciem surowca na linie produkcyjne. Materiał ulega uszkodzeniom w wyniku wielokrotnego sortowania i transportu. Część surowca jest już uszkodzona w momencie dostawy i zostanie uznana za złom, a do tego dochodzą błędy maszyn wycinających niewłaściwe wymiary – wszystko to skutkuje znacznymi stratami.
Kolejną kwestią jest to, że gdy wielkość materiału ulega zmianom, wydajność wyrażona w sztukach może wprowadzać w błąd. Dzięki śledzeniu objętości w czasie rzeczywistym wydajność można obliczyć na podstawie oczekiwanej wartości w m³ na godzinę — co odzwierciedla rzeczywistą wydajność.
Jeśli średnica kłody się zmniejsza, spada również wydajność kolejnych urządzeń, ponieważ fizycznie jest po prostu mniej surowca. Maszyny wykonują dokładnie te same ruchy, niezależnie od średnicy kłody, ale wielkość produkcji jest inna.
A więc czas i liczba operacji potrzebnych do przetworzenia jednego kłody są dokładnie takie same, ale różni się ich ilość (w m³) – krótko mówiąc, wykonuje się tyle samo pracy, ale wynik jest gorszy. Dostępność pozostaje taka sama, ale zmienia się wydajność.
W idealnym przypadku, gdy stosuje się pomiar na żywo w metrach sześciennych:
Jeśli linia działa, ale wydajność godzinowa spada, od razu to widać.
Jeśli na linię trafią cieńsze kłody, średnia średnica zmniejsza się na bieżąco.
Jeśli wydajność nie odpowiada wielkości wsadu, różnica ta jest widoczna już na tej samej zmianie.
Dokładność bez zbędnej złożoności
Często pojawiającą się kwestią jest dokładność pomiarów.
W praktyce kurtyny podczerwieni mierzą średnicę z dokładnością do około ±5 mm. Enkoder mierzy długość na podstawie skalibrowanego obrotu wału. Po połączeniu tych pomiarów odchylenie dla pojedynczego kłody jest niewielkie — a w skali całej zmiany skumulowana objętość zazwyczaj mieści się w granicach około ±1%. Im mniejsza jest mierzona średnica, tym większy jest błąd. W przypadku kłody o średnicy 15 cm wynosi on 3,3%; w przypadku kłody o średnicy 45 cm wynosi 1,1%.
Jest to znacznie bardziej niezawodne niż pobieranie próbek ręczne i znacznie dokładniejsze niż pomiary za pomocą chwytaka ładowarki czołowej. A co ważniejsze — jest to szybsze i zapewnia spójność wyników. Spójność buduje zaufanie do danych. A gdy dział produkcji ma zaufanie do tych danych, decyzje podejmowane są szybciej.
Gdzie ma to największy wpływ
W tartakach rentowność zależy od wielkości produkcji. Jeśli wahania stanów magazynowych spadną z 15–20% do poziomu poniżej 10%, już samo to uzasadnia wdrożenie systemu. Największym problemem jest to, że branża drzewna nie jest w stanie co miesiąc precyzyjnie rozliczać zużycia materiału. W takiej sytuacji albo dokonuje się przybliżonego rozliczenia zapasów, albo trzeba przeprowadzać czasochłonne i często kosztowne (usługa jest zlecana na zewnątrz) inwentaryzacje.
Jeśli jednak różnice w jakości materiałów dostawców ujawnią się w wyniku porównania rzeczywistej wydajności, zmieni się charakter negocjacji umownych. Jeśli planiści będą ustalać harmonogramy w oparciu o rzeczywistą ilość materiałów w metrach sześciennych, a nie o teoretyczne założenia, produkcja stanie się bardziej przewidywalna. Pomiar metra sześciennego w czasie rzeczywistym to nie tylko kwestia zainstalowania czujników. Staje się to:
Narzędzie do kontroli produkcji
Narzędzie do porównywania dostawców
Czynnik sprzyjający usprawnieniu planowania
Modernizacja systemu zwiększająca dokładność wskaźnika OEE
A ponieważ dane te są bezpośrednio wprowadzane do tego samego systemu, co dane dotyczące śledzenia przestojów, planowania i analiz, wielkość produkcji staje się częścią kompleksowego obrazu sytuacji w fabryce w czasie rzeczywistym — a nie odrębnym obliczeniem. Największą korzyścią jest zatem to, że podczas gdy wcześniej fabryka nie miała wiedzy lub dysponowała jedynie przybliżonymi danymi na temat ilości surowca wykorzystanego do produkcji, obecnie można dokładnie sprawdzić, ile metrów sześciennych surowca zostało zużytych w procesie produkcyjnym.
Chcesz zacząć mierzyć objętość?
Najczęściej zadawane pytania dotyczące pomiaru w metrach sześciennych
-
Poniższą metodę można zastosować w większości przedsiębiorstw zajmujących się produkcją wyrobów z drewna, które wykorzystują kłody jako surowiec do produkcji. Przykładowa konfiguracja jest zaskakująco prosta. Pomiar opiera się na trzech głównych elementach podłączonych do urządzenia Globalreader:
Czujniki podczerwieni („kurtyny”) – 2 szt.
Nad przenośnikiem zamontowano dwa czujniki kurtynowe na podczerwień. Gdy przechodzi każdy kłoda, czujniki te skanują jej przekrój. Wykrywają średnicę i kształt z milimetrową dokładnością.
Jednocześnie enkoder zamontowany na wale przenośnika mierzy, o jaką odległość przesuwa się taśma. Ponieważ enkoder jest skonfigurowany na stałą liczbę impulsów na obrót (w tym przypadku 500), system dokładnie wie, jaki odcinek przeszedł pod czujnikami.Enkoder
Mierzy obroty wału przenośnika taśmowego.
Obrót służy do określenia długości kłody.
Enkoder korzysta z trzeciego portu urządzenia Scoutbox.
Enkoder jest ustawiony na 500 impulsów.
Scoutbox łączy to wszystko w jednym miejscu
Urządzenie Scoutbox zbiera te sygnały, przetwarza je na miejscu i natychmiast przelicza na metry sześcienne.
Każda kłoda stanowi punkt pomiarowy.
Na pulpicie nawigacyjnym wyświetlana jest na bieżąco łączna objętość w m³ dla każdej zmiany.Bez ręcznego wprowadzania danych. Bez czekania. Bez domysłów.
-
Tak — pomiar metrów sześciennych w czasie rzeczywistym jest całkowicie możliwy. Wiele fabryk drewna i forniru nadal opiera się na liczeniu sztuk lub szacunkach opartych na chwytakach ładowarek czołowych, co nie pozwala uchwycić rzeczywistej wielkości produkcji. W systemie takim jak GlobalReader czujniki kurtyny podczerwieni i enkoder przenośnika współpracują ze sobą, aby obliczyć wartość w metrach sześciennych każdego pojedynczego kłody, gdy przechodzi ona przez strefę pomiarową — natychmiastowo i w sposób ciągły. Wynik jest widoczny na pulpicie nawigacyjnym na żywo w momencie, gdy każda kłoda mija czujniki.
-
Liczba sztuk nie uwzględnia różnic w średnicy i długości kłód, więc dwie zmiany o podobnej liczbie sztuk mogą charakteryzować się bardzo różną całkowitą objętością i wydajnością. Zmiana, podczas której przetwarza się 400 cieńszych kłód, może dać znacznie mniejszą produkcję w metrach sześciennych niż zmiana obejmująca 380 grubszych kłód. Gdy wymiary materiału różnią się w poszczególnych partiach, planowanie oparte na liczbie sztuk, zarządzanie zapasami oraz decyzje dotyczące wskaźnika OEE stają się mylące — ponieważ ta sama liczba sztuk nie oznacza tej samej ilości surowca.
-
W większości zakładów kłody dostarczane są ciężarówkami i mierzone ręcznie za pomocą taśmy mierniczej lub półautomatycznych linii pomiarowych. Następnie są one sortowane według długości lub rozmiaru i umieszczane w magazynie. Dalszy typowy proces obejmuje transport kłód z magazynu na linie produkcyjne, pobieranie próbek średnic z niewielkiej partii, uwzględnienie pojemności chwytaka ładowarki czołowej jako przybliżonego wskaźnika objętości oraz wprowadzanie danych liczbowych do arkusza kalkulacyjnego Excel. System ERP dokonuje szacunków za każdym razem, gdy konieczna jest inwentaryzacja. Zanim dowiesz się, ile metrów sześciennych przeszło przez linię, zmiana — lub kilka tygodni — może już się skończyć.
-
System łączy trzy pomiary na żywo: średnica jest rejestrowana co około 10 cm przez czujniki z kurtyną podczerwieni, które skanują przekrój kłody; długość jest obliczana na podstawie enkodera inkrementalnego zamontowanego na wale przenośnika (np. 500 impulsów na obrót, skalibrowanego względem ruchu taśmy); a model obliczeniowy przekształca pole przekroju i długość na metry sześcienne dla każdej pojedynczej kłody. Wynik jest zapisywany zarówno jako punkt danych dla pojedynczego kłody, jak i jako skumulowana objętość na pulpicie zmiany.
Obliczenie objętości odbywa się zgodnie ze standardowym wzorem dla bryły cylindrycznej, stosowanym dla poszczególnych segmentów:
V= ∑i Ai × ΔLi V = i∑ Ai × ΔLi
gdzieAiAioznacza pole przekroju poprzecznego w każdym przedziale pomiarowym, aΔLiΔLiodpowiada przyrostowi długości.
-
Typowa instalacja składa się z trzech elementów:
Dwa czujniki z kurtyną podczerwieni — zamontowane po obu stronach przenośnika w celu skanowania przekroju poprzecznego każdego kłody podczas jej przejazdu.
Jeden enkoder inkrementalny — zamontowany na wale przenośnika w celu pomiaru ruchu taśmy i obliczenia długości kłody.
Urządzenie Scoutbox (urządzenie do przetwarzania brzegowego) — zbiera sygnały z obu czujników, uruchamia model obliczeniowy i przesyła dane dotyczące objętości na platformę GlobalReader w czasie rzeczywistym.
Nie trzeba wprowadzać danych ręcznie ani korzystać z osobnego oprogramowania. Każdy wpis automatycznie staje się zmierzonym punktem danych opatrzonym sygnaturą czasową.
-
Kurtyny pomiarowe na podczerwień zapewniają dokładność rzędu około 5 mm średnicy w zastosowaniach przemysłowych. Enkoder mierzy długość na podstawie skalibrowanego obrotu wału. W połączeniu tych metod odchylenie dla pojedynczego kłody jest niewielkie, a skumulowana objętość w ciągu całej zmiany zazwyczaj mieści się w granicach około 1% wartości rzeczywistej. Dokładność zależy również od wielkości kłody: dla kłody o średnicy 15 cm błąd wynosi około 3,3%, natomiast dla kłody o średnicy 45 cm wynosi on około 1,1%. Jest to znacznie bardziej wiarygodne niż ręczne pobieranie próbek lub szacunki za pomocą chwytaka ładowarki czołowej — i znacznie bardziej spójne.
-
Enkoder jest skonfigurowany na stałą liczbę impulsów na obrót — na przykład 500 impulsów. Każdy obrót odpowiada znanej odległości przebytej przez taśmę, dzięki czemu impulsy można bezpośrednio przeliczyć na długość, gdy kłoda przechodzi pod czujnikami. Gdy przekrój kłody zostanie wykryty przez kurtyny podczerwieni, a liczba impulsów enkodera dla tej kłody jest znana, system automatycznie oblicza długość kłody i jej objętość.
-
Dwie kurtyny podczerwieni odtwarzają przekrój poprzeczny kłody, zamiast mierzyć pojedynczą linię średnicy. Dzięki pomiarom wielu wiązek na całej szerokości przenośnika system szacuje rzeczywistą powierzchnię przekroju poprzecznego kłód o owalnym lub lekko nieregularnym kształcie i wykorzystuje tę wartość do obliczenia objętości. Takie podejście jest dokładniejsze niż pomiar średnicy w jednym punkcie w przypadku kłód o kształcie innym niż okrągły.
-
Rejestracja objętości kłód w czasie rzeczywistym pozwala zmniejszyć rozbieżności w stanach magazynowych z wysokich wartości dwucyfrowych do niskich wartości jednocyfrowych, ponieważ wszystkie dostarczane kłody są mierzone przy użyciu spójnej, zautomatyzowanej metody. Stabilizuje to poziomy zapasów, usprawnia planowanie materiałowe i sprawia, że wycena finansowa zapasów drewna staje się znacznie bardziej wiarygodna — eliminując potrzebę przeprowadzania kosztownych zewnętrznych audytów zapasów.
-
Gdy kłody stykają się ze sobą na taśmie, system traktuje je jako jedną zbyt długą kłodę. Oznacza to, że istotne znaczenie ma odpowiednia konstrukcja przenośnika i podajnika — kłody muszą być rozdzielone (z zachowaniem odstępów), tak aby każda z nich była rejestrowana jako odrębny punkt danych. Większość systemów przenośników stosowanych w liniach do produkcji forniru i tartakach posiada już w standardzie funkcję rozdzielania kłód.
-
Systemy laserowe lub wizyjne 3D pozwalają odtworzyć szczegółowy trójwymiarowy model kłody, ale są znacznie bardziej skomplikowane i mogą być nawet ponad 30 razy droższe. Kurtyny podczerwieni stanowią prostsze i niezawodne rozwiązanie, skupiające się na powierzchni przekroju i długości, co wystarcza do osiągnięcia dokładności na poziomie około 1–3% w odniesieniu do skumulowanej objętości w zastosowaniach związanych z produkcją forniru i tartakami. W większości przypadków monitorowania produkcji przemysłowej podejście oparte na kurtynach i enkoderach zapewnia odpowiednią równowagę między dokładnością, kosztami i niezawodnością.
-
Czynniki wpływające na zwrot z inwestycji obejmują zmniejszenie odchyleń w stanach magazynowych, dokładniejsze monitorowanie wydajności i dostawców, poprawę wskaźnika OEE oraz wykorzystania mocy produkcyjnych, a także ograniczenie liczby pomiarów wykonywanych ręcznie. Nawet niewielka redukcja strat surowców lub odzyskanie kilku punktów procentowych mocy produkcyjnych może zapewnić zwrot z inwestycji w system w stosunkowo krótkim czasie. W zakładach produkujących drewno i fornir już samo zmniejszenie odchyleń w stanach magazynowych — z typowego poziomu 15–20% do wartości rzędu kilku procent — może uzasadnić całkowitą inwestycję w system.
-
Tak. Urządzenie Scoutbox może przesyłać zarówno dane zbiorcze, jak i dane z poszczególnych rejestrów (np. m³ na zmianę, na partię, na dostawcę) do systemów ERP, MES lub platform OEE przy użyciu standardowych protokołów komunikacyjnych lub interfejsów API. Pozwala to na ujednolicenie planowania, zakupów i raportowania wydajności w oparciu o jedną, spójną miarę wielkości w całym systemie fabrycznym.