

Dane produkcyjne w czasie rzeczywistym w przemyśle wytwórczym: przewodnik dla kierowników produkcji (2026)
Większość fabryk działa z wskaźnikiem OEE na poziomie 55–60%. Oznacza to, że tracimy już 40–45% potencjalnej wydajności, a papierowe raporty sporządzane na koniec zmiany powodują kolejne 8–12 godzin „martwego punktu”, zanim ktokolwiek będzie mógł podjąć działania. Dane produkcyjne w czasie rzeczywistym wypełniają obie luki, a badania porównawcze konsekwentnie wskazują, że straty wydajności wynoszą 20–30% potencjalnej produkcji, spowodowane przestojami, spadkami prędkości i odpadami. Raport z zmiany rejestruje to, co się wydarzyło, a nie to, co się dzieje. Dane produkcyjne w czasie rzeczywistym to zmieniają. Ujawniają one stan maszyn, wyniki produkcji i problemy z jakością w momencie ich wystąpienia, dzięki czemu zespoły mogą podjąć działania, gdy jest jeszcze czas na naprawę sytuacji.
W niniejszym artykule omówiono, czym właściwie są dane produkcyjne w czasie rzeczywistym, które kategorie mają znaczenie oraz dlaczego odgrywają one kluczową rolę w poprawie wskaźnika OEE i podejmowaniu trafniejszych decyzji na hali produkcyjnej.
Sprawdź, gdzie w Twojej fabryce dochodzi obecnie do spadku wydajności. Wypróbuj bezpłatną wersję demonstracyjną. Zaloguj się przez Google, bez żadnych zobowiązań finansowych.
Podsumuj za pomocą sztucznej inteligencji
Co tak naprawdę oznaczają dane produkcyjne w czasie rzeczywistym
Dane produkcyjne w czasie rzeczywistym to zautomatyzowany, aktualizowany na bieżąco zbiór informacji pozyskiwanych bezpośrednio z maszyn i czujników na hali produkcyjnej w miarę zachodzenia zdarzeń produkcyjnych. Stanowią one operacyjny rdzeń koncepcji Przemysł 4.0 na hali produkcyjnej.
Obejmuje to dostępność maszyn, wskaźniki wydajności, jakość produkcji, czasy cyklu oraz postęp realizacji zleceń produkcyjnych.
Wszystkie wskaźniki są aktualizowane na bieżąco w miarę pojawiania się zdarzeń na hali produkcyjnej, a nie zgodnie z harmonogramem generowania raportów.
Gdy dane z czujników są powiązane z zleceniami produkcyjnymi w systemie ERP, od razu widać, jak poszczególne zadania wypadają w porównaniu z założonymi celami. Odchylenia w czasie cyklu lub wzrost ilości odpadów są widoczne przy konkretnym zleceniu, którego dotyczą.
Większość zakładów produkcyjnych działa z wydajnością OEE na poziomie 55–60%, co oznacza, że 40–45% potencjalnej wydajności jest już tracone. Gdy raporty produkcyjne pojawiają się dopiero pod koniec zmiany, straty te rosną, zanim ktokolwiek zdąży podjąć działania.
Operatorzy, którzy mają na swoich ekranach aktualne dane dotyczące wydajności, mogą wprowadzać zmiany bez konieczności oczekiwania na informacje od przełożonego.
Rosnący wskaźnik odrzutów lub wydłużający się czas cyklu wymagają natychmiastowego podjęcia działań korygujących, a nie podsumowania po zakończeniu zmiany.
Raportowanie w czasie rzeczywistym, w czasie zbliżonym do rzeczywistego i historyczne
Dane aktualizowane są w czasie rzeczywistym w ciągu kilku sekund, w czasie zbliżonym do rzeczywistego w ciągu kilku minut, a dane historyczne obejmują minione okresy. Każdy z tych trybów odpowiada innej szybkości podejmowania decyzji.
Wiele pulpitów menedżerskich w branży produkcyjnej odświeża dane co 1–5 minut i określa to mianem „na żywo”. Można to uznać za działanie w czasie zbliżonym do rzeczywistego, a nie w prawdziwym czasie rzeczywistym, jednak w marketingu produktów rzadko zwraca się uwagę na tę różnicę.
Zanim uznasz, że system działa w prawdziwym czasie rzeczywistym, sprawdź rzeczywisty interwał odpytywania.
Funkcja Smart Live View w GlobalReader wyświetla wskaźnik OEE oraz stan maszyny w miarę rozwoju sytuacji na hali produkcyjnej. Aktualizacje są generowane przez czujniki i odbywają się w trybie ciągłym, bez żadnych opóźnień między działaniem maszyny a wyświetlaniem informacji na ekranie.
Zwróć na to uwagę podczas porównywania platform: wielu dostawców określa pulpity nawigacyjne odświeżane co 1–5 minut jako działające na żywo lub w czasie rzeczywistym. W przypadku większości decyzji podejmowanych na hali produkcyjnej jest to wystarczające, ale jeśli monitorujesz maszyny o szybkim cyklu pracy, przed zakupem sprawdź rzeczywisty interwał odświeżania.
| Tryb | Szybkość aktualizacji | Jak to działa | Najlepsze dla | Decyzja odblokowana |
|---|---|---|---|---|
| W czasie rzeczywistym | Od ułamków sekundy do sekund | Strumień danych z czujnika przesłany do pulpitu nawigacyjnego | Reakcja operatora, uruchamianie alarmów, liczniki OEE | Przerwij trwające zatrzymanie |
| W czasie zbliżonym do rzeczywistego | od 30 sekund do 5 minut | Odświeżanie na żądanie, aktualizacje zbiorcze | Panele kontrolne na zmianach, telewizory na hali produkcyjnej | Wykryj trend w ramach tej zmiany |
| Historyczne | Godziny do dni | Raporty na koniec zmiany, zestawienia danych z systemu ERP | Podsumowania tygodniowe i miesięczne | Planowanie wydajności, przyczyna źródłowa |
5 głównych kategorii danych produkcyjnych, które należy monitorować
Nie wszystkie dane produkcyjne mają takie samo znaczenie. Największy wpływ na wskaźnik OEE i decyzje podejmowane na hali produkcyjnej ma pięć kategorii.
1. Wydajność sprzętu (OEE)
Wskaźnik OEE stanowi iloczyn dostępności (czasu pracy) oraz wydajność (prędkość produkcji)i jakość (liczba wyprodukowanych dobrych jednostek) w jeden wskaźnik pokazujący, jak efektywnie działa maszyna. OEE jest zdefiniowany w ISO 22400, międzynarodowej normy dotyczącej wskaźników KPI dla operacji produkcyjnych.
OEE = Dostępność × Wydajność × Jakość Przykład: 90% czasu sprawności × 95% prędkości × 98% jakości = 83,8% OEE Światowej klasy producenci osiągają wskaźnik OEE na poziomie 85% lub wyższym. Większość osiąga 55–60%.
Aby lepiej poznać jeden z trzech elementów wskaźnika OEE, zapoznaj się z naszym przewodnikiem po dostępności maszyn w wskaźniku OEE.
2. Przestoje i przerwy w pracy
W dużych zakładach przemysłowych odnotowuje się średnio 25 nieplanowanych przestojów miesięcznie, co stanowi spadek w porównaniu z 42 przypadkami miesięcznie w 2019 roku. Automatyczne śledzenie mikroprzerw trwających od 30 sekund do 2 minut poprawia wskaźnik OEE o 10–30% w sektorach opakowań, motoryzacyjnym i farmaceutycznym. Ręczne rejestry całkowicie pomijają te krótkie przestoje.
*Of these five, micro-stoppage tracking delivers the fastest ROI for most factories. It is also the last category most teams implement.*
3. Wysoka jakość wyników
Wydajność przy pierwszym przejściu, wskaźnik braków i wskaźnik przeróbek rejestrowane dla każdej maszyny, każdego zlecenia i każdego operatora. Gdy liczba wad gwałtownie wzrośnie, w ciągu kilku minut chcesz wiedzieć, czy przyczyną jest maszyna, partia materiału, czy harmonogram zmian. Aby skutecznie reagować na dane dotyczące jakości, należy zrozumieć różnicę między metodami Lean Manufacturing i Six Sigma .
4. Zużycie energii
System monitorowania zużycia energii pozwala na bieżąco śledzić zużycie energii przez poszczególne maszyny lub linie produkcyjne, łącząc zużycie energii bezpośrednio z wielkością produkcji i czasem przestoju. Dzięki temu można zidentyfikować straty bez konieczności przeprowadzania pełnego audytu.
5. Wydajność produkcyjna
Monitorowanie wydajności obejmuje liczbę wyprodukowanych sztuk, prędkość produkcji w porównaniu z wartością docelową oraz czas cyklu – są to podstawowe wskaźniki pozwalające ocenić, czy linia produkcyjna realizuje założony plan. Platforma GlobalReader monitoruje liczbę sztuk, metry i czas trwania jako oddzielne typy danych, a także warunki otoczenia, dając pełny obraz wydajności linii.
W jaki sposób GlobalReader uwzględnia każdą z 5 kategorii
| Kategoria | Funkcja GlobalReader |
|---|---|
| Wydajność sprzętu (OEE) | Funkcja Smart Live View wyświetla na jednym ekranie aktualne dane dotyczące dostępności, wydajności i jakości, obliczane na bieżąco na podstawie danych z czujników. |
| Przestoje i przerwy w pracy | Aplikacja operatorska rejestruje przyczyny przestojów za pomocą tabletu lub smartfona; drobne przerwy w pracy są wykrywane automatycznie przez Scoutbox (czujniki sprzętowe). |
| Wysoka jakość wyników | Aplikacja operatora rejestruje odpady i przeróbki w ramach aktualnego zlecenia; narzędzie analityczne pozwala dostrzec powtarzające się wzorce w podziale na zmiany, maszyny i partie materiałów. |
| Zużycie energii | Monitorowanie warunków środowiskowych obejmuje kontrolę zasilania i innych parametrów wejściowych oraz wielkości produkcji. |
| Wydajność produkcyjna | Dane dotyczące elementów, metrów i czasu trwania są rejestrowane automatycznie od pierwszego dnia, bez konieczności ręcznego prowadzenia dzienników produkcji. |
Pierwszym krokiem jest ustalenie, które kategorie należy monitorować. Kolejne pytanie dotyczy tego, w jaki sposób dane te trafiają z urządzenia na ekran, na którym podejmowane są decyzje.
Jak dane produkcyjne przepływają od maszyny do decyzji
Zanim dane trafią na pulpit nawigacyjny, przechodzą przez cztery etapy. Jeśli pominie się choćby jeden z nich, obraz na ekranie przestaje odzwierciedlać rzeczywistą sytuację na hali produkcyjnej.
Etap 1: Gromadzenie danych
Urządzenia brzegowe podłącza się do portu Ethernet sterownika PLC lub CNC maszyny, co pozwala na przechwytywanie sygnałów bez zakłócania przebiegu produkcji.
Czujniki IoT zamontowane na sprzęcie automatyzują gromadzenie danych na całym terenie, eliminując luki powstające w wyniku ręcznego raportowania.
Dane wprowadzane przez operatora, takie jak rejestracje czasu pracy, zapisy przestojów i przemieszczenia części, są rejestrowane jako zdarzenia na żywo wraz z sygnałami z maszyn.
- **Systemy SCADA** rejestrują podstawowe dane dotyczące wskaźnika OEE: dostępność (czas pracy i przestoje), wydajność (czasy cyklu i prędkości) oraz jakość (wskaźniki braku i wydajność przy pierwszym przejściu).
Nowoczesne systemy gromadzenia danych produkcyjnych działają zarówno na nowych, jak i starszych maszynach dzięki standardowym protokołom, takim jak MTConnect (maszyny CNC), OPC UA (sterowniki PLC i systemy SCADA) oraz MQTT (lekkie strumienie IIoT).
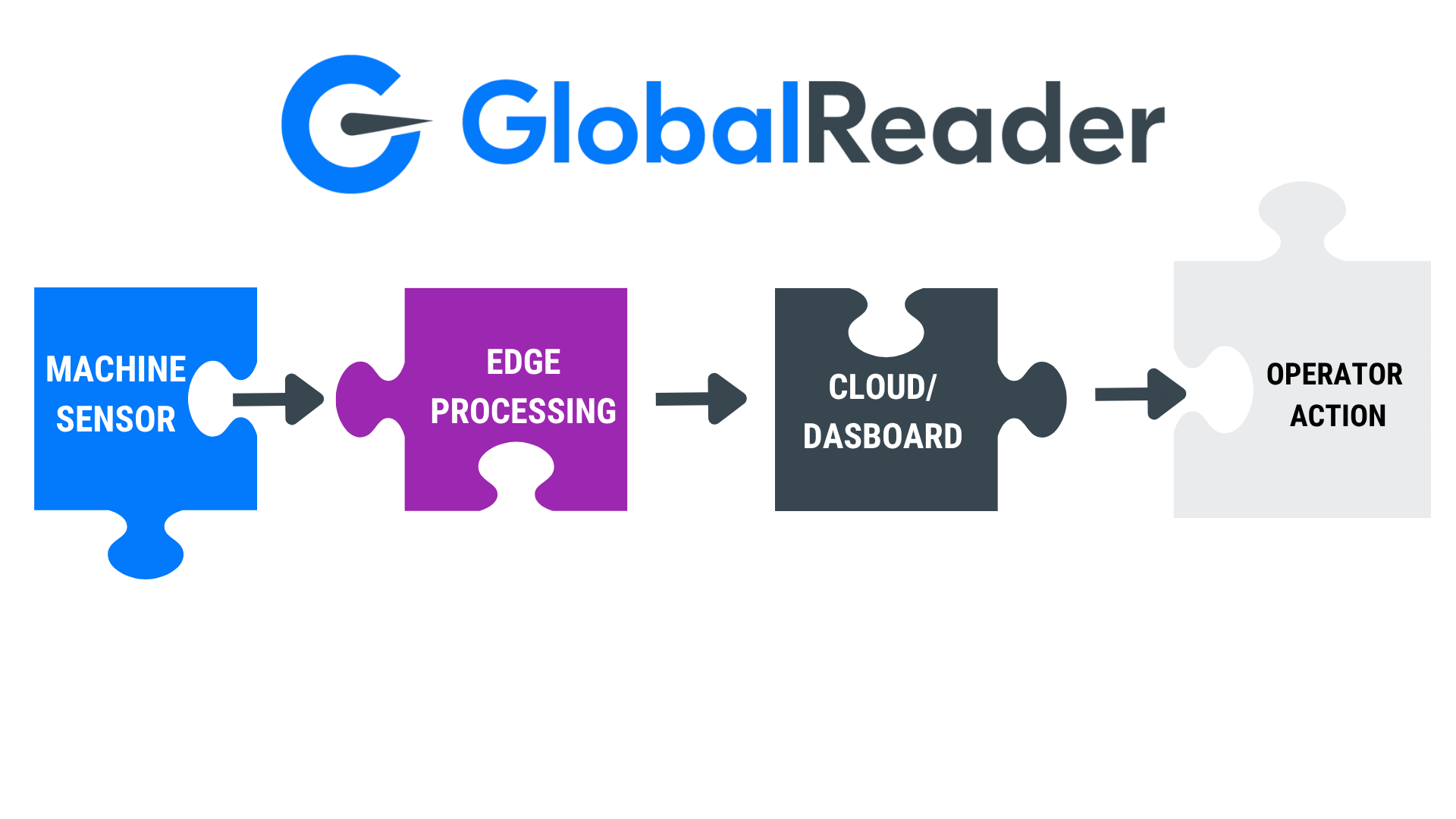
Etap 2: Przetwarzanie brzegowe
Surowe sygnały są przetwarzane na obrzeżach sieci lub w ich pobliżu, a następnie przesyłane strumieniowo do chmury i przekształcane w wskaźniki, takie jak czas cyklu, zdarzenia związane z przestojami oraz wartości przepustowości.
Każde zdarzenie jest opatrzone metadanymi: identyfikatorem maszyny, operatorem, partią materiału oraz sygnaturą czasową. To właśnie dzięki tym metadanym obliczenia wskaźnika OEE są dokładne, a analiza przyczyn źródłowych staje się możliwa.
Dwa protokoły służą do przesyłania danych z poziomu urządzeń do chmury: OPC UA obsługuje ustrukturyzowaną komunikację między urządzeniami (machine-to-machine) pomiędzy sterownikami PLC, systemami SCADA i bramami chmurowymi. MQTT obsługuje lekkie przesyłanie strumieniowe danych w czasie rzeczywistym, gdzie mniejsze opóźnienia mają większe znaczenie niż rozmiar komunikatów.
System MES stanowi pomost między halą produkcyjną a systemem ERP, przekazując dane dotyczące produkcji w czasie rzeczywistym do systemów planowania i kontroli jakości.
Gdy dane zostaną uporządkowane i umieszczone w chmurze, trafiają jednocześnie do dwóch grup odbiorców: do pracowników na hali produkcyjnej śledzących pulpity nawigacyjne oraz do kadry kierowniczej, której potrzebne jest zsynchronizowanie rzeczywistej sytuacji produkcyjnej z planem.
Scoutbox to urządzenie brzegowe firmy GlobalReader. Podłącza się je do portu Ethernet sterownika PLC lub CNC istniejącej maszyny i przesyła ustrukturyzowane dane dotyczące wskaźnika OEE do chmury. Nie wymaga przeprogramowywania sterownika PLC, nie powoduje przestoju produkcji ani konieczności całkowitej wymiany istniejącego systemu. Domyślnie działa w trybie tylko do odczytu i jest odizolowane od sieci sterującej.
Etap 3: Wizualizacja
Przetworzone dane są przekazywane do pulpitów nawigacyjnych OEE, które pokazują aktualny stan maszyn oraz wskaźniki wydajnościoraz aktualne zdarzenia związane z przestojami. Operatorzy i kierownicy otrzymują jeden widok, na podstawie którego mogą podejmować działania w czasie rzeczywistym.
Zaawansowana analityka idą o krok dalej, sygnalizując maszyny, które wykazują tendencję do awarii, zanim do niej dojdzie. Alarmy w czasie rzeczywistym wysyłane na smartwatche umożliwiły operatorom reagowanie na przestoje przed zakończeniem zmiany, przyczyniając się do 11% wzrostu wskaźnika OEE.
| Format | Używaj tego do | Częstotliwość aktualizacji |
|---|---|---|
| Pulpit nawigacyjny | Co się teraz dzieje | Na żywo: nieprzerwanie |
| Powiadomienie | Należy natychmiast podjąć działania w przypadku przekroczenia progu | W czasie rzeczywistym, powiadomienia push |
| Raport | Dlaczego z biegiem czasu wyłonił się pewien schemat | Od godzinowych do dziennych, zgodnie z harmonogramem |
Etap 4: Działanie i decyzja
System ERP stanowi dla kierownictwa jedyne wiarygodne źródło informacji. Dane dotyczące zakończonych zadań, rejestry przestojów oraz przepływu części są synchronizowane natychmiastowo, dzięki czemu planiści i kierownicy zawsze opierają się na aktualnych danych, a nie na raportach sporządzanych po zakończeniu zmiany.
| Warstwa | Jak to działa | Szybkość aktualizacji | Odbiorcy | Decyzja odblokowana |
|---|---|---|---|---|
| Warstwa danych w czasie rzeczywistym (Scoutbox + Smart Live View) | Pobieranie danych z urządzeń, organizowanie i wyświetlanie | Sekundy | Operatorzy, kierownicy | Zakończcie ten strajk już teraz |
| MES (system realizacji produkcji) | Koordynacja zleceń produkcyjnych, jakości i identyfikowalności | Od sekund do minut | Inżynierowie produkcji, kontrola jakości | Prawidłowo przeprowadź zmianę |
| ERP (system planowania zasobów przedsiębiorstwa) | Harmonogram, finanse, zamówienia klientów, zapasy | Od minut do godzin | Planowanie, finanse, przywództwo | Zaplanuj działalność |
The results are measurable: predictive analytics built on this data flow have produced a 25% reduction in unplanned downtime and more than 10% in manufacturing cost reduction.
Konserwacja predykcyjna i wnioski oparte na sztucznej inteligencji
Oprócz danych z tego samego strumienia czujników, system wykrywania anomalii może sygnalizować maszyny zbliżające się do awarii na kilka dni przed jej wystąpieniem. Odchylenia w zakresie drgań, temperatury i czasu cyklu stanowią wczesne sygnały ostrzegawcze, wykrywane automatycznie przez dodatek GlobalReader do analizy AI, który działa w oparciu o istniejący przepływ danych, zamiast wymagać oddzielnej sieci czujników.
Panele kontrolne, powiadomienia i raporty: kiedy z czego korzystać
Panele kontrolne zapewniają stały wgląd w bieżącą sytuację. Powiadomienia skłaniają do natychmiastowego działania, a raporty wyjaśniają trendy w czasie. W połączeniu pozwalają one uwzględnić każdy
szybkość podejmowania decyzji.
| Narzędzie | Kiedy z tego korzystać | Najlepiej wyświetla się na | Horyzont czasowy |
|---|---|---|---|
| Pulpit nawigacyjny | Stały wgląd w aktualny stan maszyn | Ekrany na hali produkcyjnej, tablety | W tej chwili |
| Powiadomienie | Natychmiastowe działania w przypadku przekroczenia progu | Powiadomienia na urządzenia mobilne, ekrany na piętrach | W tej chwili |
| Raport | Analiza wzorców i badanie przyczyn źródłowych | Komputer stacjonarny, spotkania podsumowujące zmiany | Poprzednia zmiana, tydzień lub miesiąc |
GlobalReader Analytics umożliwia menedżerom przełączanie się między wykresami trendów a szczegółowymi tabelami danych, dzięki czemu ten sam zestaw danych sprawdza się zarówno do szybkiego przeglądu zmian, jak i do dogłębnej analizy przyczyn źródłowych.
Każdy format obejmuje inny horyzont czasowy:
Pulpit nawigacyjny: co dzieje się w tej chwili
Ostrzeżenie: należy natychmiast podjąć działania w przypadku przekroczenia progu
Raport: dlaczego z czasem wyłonił się pewien schemat
Raporty papierowe sporządzane na koniec zmiany powodują 8–12-godzinne opóźnienie między wystąpieniem zdarzenia produkcyjnego a jego zgłoszeniem kierownictwu. W tym czasie nadal gromadzą się wadliwe produkty, a przyczyny przestojów są odtwarzane z pamięci, zamiast rejestrować je w momencie wystąpienia awarii.
Kto korzysta z danych produkcyjnych w czasie rzeczywistym i w jaki sposób
Ten sam panel kontrolny na żywo ma różne znaczenie w zależności od tego, gdzie się znajdujesz w fabryce.
Każda rola wykorzystuje dane w czasie rzeczywistym w inny sposób:
| Rola | Co widzą | Jak z tego korzystają |
|---|---|---|
| Operator | Aktualny stan i powiadomienia na tablecie lub smartfonie tuż obok maszyny | Wykrywaj nieprawidłowości w trakcie zmiany i rejestruj przyczyny przestojów bezpośrednio w miejscu wystąpienia awarii |
| Kierownik ds. konserwacji | Powiadomienia o anomaliach, wyzwalacze zleceń, trendy dotyczące wskaźników MTBF/MTTR | Zidentyfikuj przyczyny źródłowe i zaplanuj konserwację, zanim awaria się rozprzestrzeni |
| Kierownik | Widok wielu maszyn, wskaźnik OEE w podziale na zmiany | Zidentyfikuj, który etap lub proces obecnie obniża wskaźnik OEE |
| Harmonogram/plan | Porównanie planu z rzeczywistym stanem oraz aktualny postęp realizacji zleceń synchronizowane z systemem ERP | Dostosowuj kolejność zadań na bieżąco, bez czekania na raport z zmiany |
| Dyrektor generalny/kierownictwo | Wskaźnik OEE dla całego zakładu, wykorzystanie mocy produkcyjnych, tendencja w zakresie kosztu jednostkowego | Podsumowania na koniec miesiąca opierają się na faktach, a nie na szacunkach |
Operatorzy monitorują stan maszyn i wykrywają nieprawidłowości jeszcze w trakcie zmiany, zanim drobne problemy przerodzą się w całkowite przestoje.
- **Zespoły ds. konserwacji** identyfikują przyczyny przestojów oraz automatycznie generują zlecenia serwisowe, zanim awaria się rozprzestrzeni.
Kierownicy monitorują wydajność poszczególnych zmian na wielu maszynach, identyfikując, która linia produkcyjna lub który proces obniża wskaźnik OEE.
Zespoły ds. planowania dostosowują kolejność zadań w czasie rzeczywistym, bez konieczności oczekiwania na raporty z końca zmiany.
Planiści wykorzystują te same dane w czasie rzeczywistym do dostosowywania kolejności zadań oraz porównywania planów z wynikami rzeczywistymi, bez konieczności oczekiwania na raport z zmiany. Kierownictwo ma dostęp do spójnego obrazu sytuacji we wszystkich liniach produkcyjnych i zakładach, dzięki czemu podsumowania na koniec miesiąca opierają się na faktach, a nie na szacunkach.
Hala produkcyjna Dane dotyczące wskaźnika OEE służą jednocześnie na dwóch poziomach. Kierownicy operacyjni wykorzystują je do codziennej optymalizacji; kadra zarządzająca korzysta z tego samego zestawu danych przy podejmowaniu decyzji dotyczących mocy produkcyjnych i inwestycji.
Gdy zespoły ds. sprzedaży, zakupów i produkcji korzystają z tego samego systemu operacyjnego, nie muszą już polegać na ciągłych rozmowach międzydziałowych dotyczących statusu realizacji zadań, aby zachować spójność działań.
Zobacz, jak wyglądają dane w czasie rzeczywistym w Twoim zakładzie produkcyjnym. Wypróbuj bezpłatną wersję demonstracyjną GlobalReader. Bez zobowiązań finansowych, zaloguj się przez Google.
Zwrot z inwestycji w dane produkcyjne w czasie rzeczywistym: analiza w ujęciu euro na maszynę
Dane produkcyjne w czasie rzeczywistym zwracają się niezwykle szybko, ponieważ oszczędności są odczuwalne natychmiast.
| O co dzisiaj tracisz | Typowa skala | Jakie dane w czasie rzeczywistym | Oszczędność na jednym urządzeniu |
|---|---|---|---|
| Krótkie przerwy (trwające mniej niż 2 minuty) | Niewidoczne w ręcznych logach | Wykryto i zmniejszono o 10–30% | 300–900 EUR miesięcznie |
| Odpady i przeróbki | 1–3% produkcji | Złapany w momencie porażki | 200–700 EUR miesięcznie |
| Pobór mocy w stanie spoczynku | Ukryte w miesięcznym rachunku | Wyjęty z wody i wyłączony | 100–300 EUR miesięcznie |
| Godzina zgłoszenia się po zakończeniu zmiany | 30–60 min/kierownik/zmiana | Wykluczony | 200–500 EUR miesięcznie |
| Nieplanowane przestoje | 2000–3500 EUR za maszynę miesięcznie | 25–40% zniżki w pierwszym miesiącu | 500–1400 EUR miesięcznie |
*Przeciętny klient GlobalReader oszczędza około 1000 EUR na maszynę miesięcznie. Przy cenie podstawowej wynoszącej 109 EUR za maszynę miesięcznie produkt zwraca się już po około dwóch dniach unikniętych przestojów.
Istnieje jeszcze jedna, ważniejsza liczba, której nie widać w danych dotyczących konserwacji: zwiększenie wydajności. Zakład, którego wskaźnik OEE wynosi 60%, a który podnosi go do 75%, osiąga o 25% większą produkcję bez konieczności zakupu nowej linii produkcyjnej.
Typowe błędy popełniane podczas wdrażania monitorowania danych w czasie rzeczywistym
Nawet fabryki dysponujące znacznymi zasobami popełniają typowe błędy podczas wdrażania monitoringu w czasie rzeczywistym. Trzy błędy powtarzają się niemal w każdym przypadku wdrożenia:
Nieprawidłowa konfiguracja danych
Niedocenianie znaczenia działań integracyjnych
Brak stworzenia kultury reagowania opartej na danych
| Błąd | Dlaczego tak się dzieje | Jak tego uniknąć |
|---|---|---|
| Nieprawidłowa konfiguracja czujnika | W instalacjach z jednym czujnikiem nie da się odróżnić aktywnej produkcji od pracy na biegu jałowym | Wykorzystaj wejścia obsługujące wiele sygnałów, aby precyzyjnie monitorować stan maszyny |
| Niedocenianie znaczenia integracji | Zespoły nie doceniają nakładu pracy związanego z przypisywaniem tagów i weryfikacją danych | Należy przeznaczyć dedykowane zasoby informatyczne na cały etap konfiguracji |
| Pomijanie planowania w zakresie cyberbezpieczeństwa | Starsze urządzenia nie obsługują nowoczesnych protokołów, co powoduje luki w zabezpieczeniach podczas nawiązywania połączenia | Przed podłączeniem starszego sprzętu należy zainstalować oprogramowanie pośredniczące i wprowadzić segmentację sieci |
| Kultura konserwacji reaktywnej | Zespoły odczytują dane wyłącznie po wystąpieniu awarii, nigdy przed nimi | Wyznacz osoby odpowiedzialne za powiadomienia i korzystaj z modułu konserwacji, aby podejmować działania zapobiegawcze |
| Brak powiadomień o własności | Duża ilość danych bez odpowiedniego mechanizmu eskalacji prowadzi do zmęczenia pulpitami nawigacyjnymi | Zdefiniuj progi, przypisz osoby odpowiedzialne i ustal zasady eskalacji już od pierwszego dnia |
Analiza branżowa przeprowadzona przez firmy Cisco i McKinsey wskazuje, że 60–75% inicjatyw z zakresu przemysłowego Internetu rzeczy (IoT) utyka w fazie pilotażowej, zazwyczaj dlatego, że producenci próbują tworzyć rozwiązania dostosowane do indywidualnych potrzeb, nie dysponując podstawami technicznymi niezbędnymi do ich skalowania.
Rozwiązaniem nie jest wdrażanie na większą skalę. Chodzi o skromniejszy początek. Zacznij od jednej linii produkcyjnej lub kilku maszyn, upewnij się, że dane są poprawne, a dopiero potem rozszerzaj system. GlobalReader został stworzony właśnie z myślą o tym: zacznij od pakietu Foundation, a gdy będziesz gotowy, dodaj moduły Operator, Maintenance, Planner lub Smart Factory. Wdrożenie etapowe na 10 maszynach po czteromiesięcznym pilotażu zmniejszyło liczbę przestojów maszyn i pozwoliło zespołom potwierdzić dokładność danych przed dalszym skalowaniem.
Nieprawidłowa konfiguracja danych
Konfiguracja z jednym czujnikiem często nie pozwala odróżnić maszyny, która jest włączona, od tej, która faktycznie produkuje. Maszyny pracujące na biegu jałowym wydają się produktywne, co zniekształca obliczenia OEE i maskuje rzeczywistą nieefektywność. Skonfiguruj czujniki tak, aby rejestrowały stan, a nie tylko zasilanie.
Niedocenianie znaczenia działań integracyjnych
Konfiguracja obejmuje przypisanie tagów danych, podłączenie do sieci oraz sprawdzenie poprawności danych liczbowych. Jeśli przeznaczysz na to zbyt mało zasobów technicznych, szybko zauważysz niską jakość danych i opóźnienia w zwrocie z inwestycji. Pomocne jest modułowe cennik: pakiet Foundation w GlobalReader obejmuje gromadzenie danych oraz funkcję Smart Live View w cenie 109 EUR za maszynę miesięcznie, dzięki czemu możesz zweryfikować dokładność danych przed dodaniem kolejnych modułów.
Podłączanie starszych urządzeń bez oprogramowania pośredniczącego
Starsze urządzenia przemysłowe nie zostały zaprojektowane z uwzględnieniem współczesnych protokołów bezpieczeństwa ani szyfrowania. Podłączenie go do sieci monitorującej powoduje pojawienie się luk w cyberbezpieczeństwie i często wymaga oprogramowania pośredniczącego do tłumaczenia zastrzeżonych formatów danych.
Kultura konserwacji reaktywnej
Jeśli Twój zespół nieustannie działa w trybie gaszenia pożarów, dane w czasie rzeczywistym nigdy nie zostaną wykorzystane do zapobiegania kolejnej awarii. Rejestrują one jedynie ostatnią awarię. Skorzystaj z modułu konserwacji GlobalReader , aby przejść od reagowania do działania zapobiegawczego, i połącz go z wskaźnikami niezawodności MTBF i MTTR, aby mierzyć postępy.
Brak powiadomień o własności
Monitorowanie w czasie rzeczywistym generuje nieustannie duże ilości danych. Bez zdefiniowanych progów alertów, wyznaczonych osób odpowiedzialnych i jasnego procesu eskalacji zespoły doświadczają przeciążenia danymi i całkowicie przestają sprawdzać pulpity nawigacyjne. Określ, kto jest odpowiedzialny za każdy alert, zanim włączysz pulpit nawigacyjny, a nie po tym.
Zrozumienie wskaźników niezawodności MTBF i MTTR pomaga zespołom ocenić, czy ich podejście do konserwacji faktycznie zapobiega awariom.
Zacznij gromadzić dane produkcyjne w czasie rzeczywistym dzięki GlobalReader
GlobalReader łączy sprzęt modernizacyjny z modułową platformą chmurową. Wystarczy przykręcić czujniki Scoutbox do istniejących maszyn, łączysz się z chmurą i otrzymujesz dane OEE na żywo bez konieczności wymiany systemu ERP lub zatrzymywania produkcji w celu ponownego okablowania.
Możesz zacząć od podstaw, a w miarę potrzeb dodawać moduły Operator, Konserwacja, Planowanie i Inteligentna fabryka.
Sprzęt Scoutbox instaluje się bezpośrednio na istniejących maszynach bez konieczności ich wymiany. GlobalReader od pierwszego dnia automatycznie rejestruje dane dotyczące wydajności, odczyty liczników, czas trwania oraz warunki otoczenia.
1. Zamontuj czujników Scoutbox na docelowych maszynach (nie jest wymagana wymiana sprzętu).
Połącz się z siecią i skonfiguruj tagi danych dla każdego urządzenia w panelu sterowania.
Skonfiguruj harmonogramy zmian, kody przyczyn oraz kategorie przestojów.
Przeprowadź szkolenie operatorów z obsługi interfejsu na tablecie lub smartfonie w zakresie rejestrowania danych w czasie rzeczywistym.
Przejrzyj dane dotyczące wskaźnika OEE z pierwszego tygodnia i określ trzy główne przyczyny przestojów.
GlobalReader zapewnia tę przejrzystość dzięki trzem podstawowym narzędziom:
Inteligentny podgląd na żywo: wskaźnik OEE i stan maszyny aktualizowane na żywo w czasie rzeczywistym
Operator: rejestruje przyczyny przestojów, aktywnych operatorów i aktualne produkty za pomocą tabletu lub smartfona
Analizy: informacje w czasie rzeczywistym i niemal w czasie rzeczywistym dla kierowników produkcji i jakości
| Moduł | Cena | Co to wnosi |
|---|---|---|
| Fundacja | EUR 125/machine/month | Inteligentny podgląd na żywo, wskaźnik OEE w czasie rzeczywistym, automatyczne gromadzenie danych produkcyjnych. Zacznij tutaj. |
| Operator | + moduł funkcji | Interfejs na tablecie lub smartfonie do rejestrowania przestojów, aktywnego śledzenia operatorów oraz przełączania zadań w czasie rzeczywistym. |
| Maintenance |
+ moduł funkcji | Powiadomienia o anomaliach, wyzwalacze zleceń, monitorowanie wskaźników MTBF/MTTR. Aby przejść od działań reaktywnych do prewencyjnych. |
| Planner | + moduł funkcji | Porównanie planu z rzeczywistym stanem oraz sekwencjonowanie zadań w czasie rzeczywistym zsynchronizowane z systemem ERP. Przeznaczone dla zespołów zajmujących się planowaniem. |
| Wnioski oparte na sztucznej inteligencji | Dodatek | Wykrywanie anomalii w bieżącym strumieniu danych. Konserwacja predykcyjna bez konieczności stosowania oddzielnej sieci czujników. |
Zakłady korzystające z GlobalReader odnotowują znaczne skrócenie nieplanowanych przestojów oraz przyspieszenie przeglądów zmianowych. Jeśli chcesz zapoznać się z wynikami osiągniętymi w podobnych zakładach, zapoznaj się z studiami przypadków na stronie globalreader.eu.
GlobalReader integruje się z istniejącym systemem ERP, umożliwiając synchronizację danych z czujników na hali produkcyjnej z harmonogramem produkcji i zleceniami.
Wypróbuj bezpłatną wersję demonstracyjną i zobacz swoje dane produkcyjne na żywo. Bez zobowiązań finansowych. Zaloguj się przez Google i zapoznaj się z platformą w swoim własnym tempie.
-
Produkcja w czasie rzeczywistym oznacza procesy produkcyjne, w których dane pochodzące z urządzeń, czujników i od operatorów są rejestrowane i udostępniane do celów decyzyjnych w ciągu milisekund lub sekund od wystąpienia danego zdarzenia na hali produkcyjnej.
Dane w czasie rzeczywistym umożliwiają ciągłe obliczanie wskaźnika OEE zamiast szacunków sporządzanych na koniec zmiany. Operatorzy mogą wykrywać i korygować spadki dostępności, wydajności lub jakości w trakcie zmiany, zanim spowodują one nieosiągnięcie celów.
-
Praktycznym przykładem wykorzystania danych w czasie rzeczywistym w przemyśle produkcyjnym jest czujnik drgań zamontowany na wrzecionie CNC, który co milisekundę przesyła odczyty. Jeśli amplituda drgań przekroczy próg, uruchamia się alarm sygnalizujący zużycie łożyska, zanim dojdzie do awarii.
Czujniki GlobalReader rejestrują stan maszyn i liczbę wyprodukowanych sztuk na potrzeby obliczeń wskaźnika OEE. Dodatek AI Insights rozszerza te możliwości o funkcję wykrywania anomalii, która pozwala zidentyfikować maszyny wykazujące tendencję do wystąpienia problemów, zanim dojdzie do awarii.
Takie podejście oparte na danych pozwala zazwyczaj ograniczyć nieplanowane przestoje o 30–50% (badanie porównawcze branży produkcyjnej przeprowadzone przez Aberdeen Group).
-
Najpopularniejsze systemy to sterowniki PLC, systemy SCADA, systemy MES, platformy czujników IIoT oraz rejestratory danych. Każda z tych warstw pełni inną rolę w procesie przekazywania danych z maszyn do systemu decyzyjnego.
Platformy czujników IIoT często zapewniają szybszy zwrot z inwestycji niż samodzielne modernizacje sterowników PLC lub systemów SCADA, ponieważ łączą gromadzenie danych, przetwarzanie w chmurze i pulpity nawigacyjne w jednym rozwiązaniu, co skraca czas integracji i obniża koszty. Zakład pakujący, który wdrożył IIoT , skrócił przestoje o 30% i poprawił wskaźnik OEE z 65% do 78%, a efekty były widoczne już w ciągu kilku tygodni od instalacji.
GlobalReader łączy czujniki sprzętowe z oprogramowaniem w chmurze, umożliwiając monitorowanie w czasie rzeczywistym wyprodukowanych elementów, liczników, czasu trwania oraz parametrów środowiskowych. Rozwiązanie to działa równolegle z istniejącymi systemami ERP, synchronizując dane z hali produkcyjnej z harmonogramami i zleceniami, zamiast zastępować dotychczasowe systemy.
Jeśli chcesz sprawdzić, jak to działa na Twoich komputerach, wypróbuj GlobalReader za darmo na stronie demo.globalreader.eu. Nie musisz ponosić żadnych kosztów.
-
Ściśle rzecz biorąc, nie – to działanie w czasie zbliżonym do rzeczywistego. Prawdziwy czas rzeczywisty oznacza czas od ułamków sekundy do kilku sekund, sterowany zdarzeniami z czujników, a nie częstotliwością odpytywania. W przypadku większości decyzji podejmowanych na hali produkcyjnej wystarcza odświeżanie co 1–5 minut, ale w przypadku maszyn o szybkim cyklu pracy lub alertów dotyczących przestojów częstotliwość odpytywania stanowi ograniczenie szybkości reakcji.
-
Wskaźnik OEE stanowi iloczyn dostępności, wydajności i jakości. Dane w czasie rzeczywistym są na bieżąco przekazywane do każdego z tych elementów: czas pracy i przestoje wpływają na dostępność, czasy cyklu na wydajność, a ilość odpadów i wydajność przy pierwszym przejściu na jakość. Ponieważ wszystkie dane są aktualizowane w ciągu kilku sekund, sam wskaźnik OEE można obliczać na bieżąco, zamiast odtwarzać go pod koniec zmiany na podstawie notatek operatorów.
-
GlobalReader integruje się z istniejącymi systemami ERP za pośrednictwem interfejsu REST API, synchronizując dane z czujników na hali produkcyjnej z harmonogramem produkcji i zleceniami. Informacje o zakończonych zadaniach, rejestry przestojów oraz ruchy części są automatycznie przesyłane z powrotem do systemu ERP. GlobalReader działa równolegle z systemem ERP, a nie zastępuje go; system ERP pozostaje głównym systemem do obsługi finansów, harmonogramowania i zamówień klientów.
-
Tak. Starsze systemy CNC, sterowniki PLC i urządzenia bez nowoczesnych interfejsów są powszechnie spotykane. Urządzenie Scoutbox łączy się bezpośrednio z portem Ethernet sterownika PLC lub systemu CNC maszyny i odczytuje sygnały bez przerywania produkcji ani konieczności zmiany okablowania maszyny. Starsze połączenia są przeznaczone wyłącznie do odczytu i odizolowane od sieci sterującej, co rozwiązuje problem bezpieczeństwa, na który zwraca uwagę większość zespołów IT.
-
Klienci GlobalReader oszczędzają średnio około 1000 EUR na maszynę miesięcznie w pierwszym kwartale dzięki skróceniu przestojów, wykrywaniu mikroprzerw w pracy, zmniejszeniu ilości odpadów oraz wyeliminowaniu czasu poświęcanego na sporządzanie raportów. Przy cenie w pakiecie podstawowym wynoszącej 109 EUR za maszynę miesięcznie produkt zwraca się już po około dwóch dniach unikniętych przestojów. Niezależne badania porównawcze (Aberdeen Group) wskazują na 30–50-procentowe zmniejszenie liczby nieplanowanych przestojów dzięki wdrożeniu monitoringu w czasie rzeczywistym.