

Koszt zapewnienia jakości w produkcji
Ile kosztuje zapewnienie jakości (COQ) w produkcji? Czy w ogóle mierzycie jakość? Dlaczego mierzycie jakość? Jak to robicie? Co robicie z zebranymi danymi dotyczącymi jakości? To pytania, z którymi kierownicy produkcji i kierownicy ds. jakości mierzą się na co dzień!
Koszt jakości (COQ) w produkcji to metoda służąca do oszacowania każdej kwoty wydanej przez zakład w celu zapewnienia zgodności produktów z wymaganiami — lub podjęcia działań w przypadku ich niezgodności. Składa się on z następujących elementów:
Koszty zapobiegania, takie jak inwestycje w kalibrację maszyn, szkolenia operatorów, programy konserwacji zapobiegawczej oraz usprawnienia w projektowaniu procesów, które pozwalają wyeliminować wady, zanim jeszcze się pojawią.
Koszty oceny, w tym kontrole na linii produkcyjnej, testy końcowe, audyty jakości oraz robocizna niezbędna do pomiaru i dokumentacji zgodności.
Koszty niepowodzeń, w podziale na
Awarie wewnętrzne (odpady, przeróbki, nieplanowane przestoje oraz utylizacja wadliwego materiału) oraz
Awarie zewnętrzne (naprawy gwarancyjne, zwroty od klientów, wizyty serwisowe oraz utrata sprzedaży spowodowana złą reputacją).
Dzięki pomiarom wskaźnika COQ na hali produkcyjnej producenci mogą dokładnie zidentyfikować źródła strat finansowych – niezależnie od tego, czy chodzi o nadmierną ilość odpadów na danej maszynie, powtarzające się błędy przy ustawianiu maszyn popełniane przez niedoświadczoną zmianę, czy też kosztowne zwroty od użytkowników końcowych. Dysponując tymi danymi, planiści produkcji i inżynierowie ds. jakości mogą porównać koszt zainstalowania dodatkowego czujnika lub zaplanowania cotygodniowego okna konserwacyjnego z oszczędnościami wynikającymi z mniejszej liczby awarii i mniejszego nakładu prac poprawkowych – zapewniając, że każde usprawnienie przynosi wyraźny zwrot z inwestycji.
Czy mierzysz jakość swoich usług?
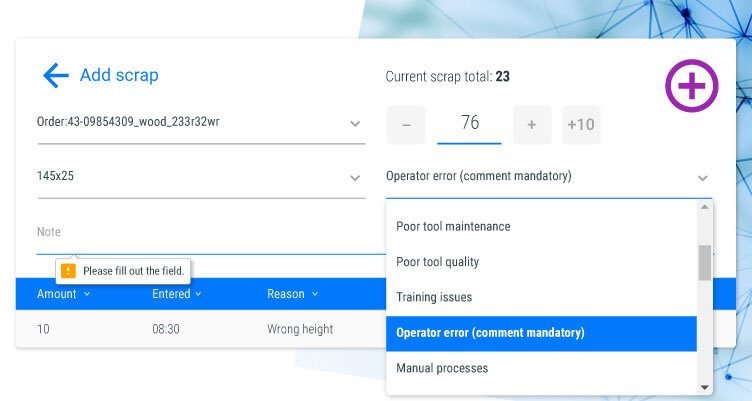
Pomiar jakości nie jest już tylko opcjonalnym dodatkiem — stanowi podstawowy filar każdej działalności produkcyjnej dążącej do osiągnięcia światowej klasy wyników. Dzięki wdrożeniu rozwiązania OEE firmy GlobalReader każda wyprodukowana część jest natychmiast oceniana pod kątem określonych kryteriów jakości: na przykład wymiarów, tolerancji, wykończenia powierzchni lub integralności elektrycznej. Dane z czujników, wbudowane w maszyny mierniki oraz informacje zwrotne od operatorów – wszystko to trafia do jednego cyfrowego rejestru, dzięki czemu w czasie rzeczywistym wiesz dokładnie, ile części przeszło kontrolę, a ile nie.
Pomiar jakości w kontekście systemu MES wykracza poza zwykłe rozróżnienie na wady i zalety – uwzględnia on również niuanse związane z każdą wadą: jej rodzaj, maszynę, na której wystąpiła, oraz warunki pracy. Ten bogaty zbiór danych zastępuje ręczne protokoły kontroli i eliminuje wszelkie domysły z wskaźników jakości.
Dlaczego mierzy się jakość?
Pomiar jakości to nie tylko przypadkowe liczenie; chodzi o ochronę zysków i reputacji. Wskaźnik wadliwości na poziomie 1,6% może wydawać się niewielki, ale jak pokazuje nasz przykład dotyczący kosztów jakości, może to oznaczać prawie 2% dodatkowych kosztów produkcji — a to szybko obniża marże. Dzięki precyzyjnemu monitorowaniu jakości można zidentyfikować, które linie produkcyjne, zmiany lub partie surowców powodują powstawanie odpadów i konieczność ponownej obróbki, a następnie skoncentrować się na usprawnieniach tam, gdzie są one najbardziej potrzebne.
W szerszej perspektywie jasny wskaźnik jakości ma kluczowe znaczenie dla ciągłego doskonalenia. Analizując przyczyny wad, ograniczasz zmienność, optymalizujesz procesy i budujesz kulturę doskonałości. Klienci również to dostrzegają: mniej wad oznacza mniej zwrotów i reklamacji, co wzmacnia wiarygodność Twojej marki i otwiera drzwi do kontraktów o wyższej wartości.
Jak to w ogóle zmierzyć?
W nowoczesnym środowisku MES, takim jak oprogramowanie GlobalReader, pomiary jakości odbywają się automatycznie na każdym etapie produkcji. Systemy wizyjne kontrolują części na bieżąco, komunikaty dla operatora pomagają w ręcznych kontrolach, a inteligentne czujniki rejestrują wszelkie odchylenia od tolerancji. Wszystkie zdarzenia – akceptacja, przeróbka, braki – są opatrzone datą i godziną oraz oznaczone danymi kontekstowymi (maszyna, operator, partia materiału), a następnie przekazywane bezpośrednio do pulpit OEE.
W przypadku operacji bez systemów wizyjnych operatorzy mogą w ciągu kilku sekund rejestrować wyniki kontroli jakości za pomocą tabletu lub ekranu dotykowego, co pozwala wyeliminować dokumentację papierową i błędy związane z przepisywaniem danych. Jednocześnie integracja z narzędziami SPC (statystycznej kontroli procesów) umożliwia tworzenie wykresów przedstawiających trendy dotyczące wad, granice kontrolne oraz wskaźniki zdolności produkcyjnej bez konieczności opuszczania systemu MES.

Co zrobić z zebranymi danymi dotyczącymi jakości?
Zebrane dane dotyczące jakości mają wartość tylko wtedy, gdy prowadzą do podjęcia odpowiednich działań. Po pierwsze, skonfiguruj powiadomienia w czasie rzeczywistym: gdy wskaźnik braków przekroczy ustalony próg, powiadom dział utrzymania ruchu lub osoby odpowiedzialne za proces, aby mogły podjąć działania, zanim straty się zwiększą. Po drugie, wprowadzaj informacje o przyczynach wad do systemu planer produkcji—jeśli maszyna wykazuje tendencję do większej liczby przeróbek, przydziel dodatkowe moce produkcyjne gdzie indziej lub zaplanuj konserwację zapobiegawczą podczas najbliższego okresu przestoju.
Następnie wykorzystaj analizę przyczyn źródłowych: przejdź od zbiorczego wykresu wskaźnika braków do poszczególnych kodów przestojów lub partii materiałów, które są przyczyną wad. Wykorzystaj te informacje do udoskonalenia procedur przygotowania produkcji, ponownego przeszkolenia operatorów lub optymalizacji sekwencji wymiany narzędzi. Na koniec monitoruj wpływ każdego działania naprawczego na wskaźniki OEE i jakości, aby zapewnić ciągłą poprawę wyników i zamknąć cykl doskonalenia.
Koszt niskiej jakości
Przyjrzyjmy się przykładowi, na czym polega COQ danego produktu. Załóżmy, że firma produkcyjna wytwarza produkt, w którym:
Koszty pracy 10 €
Surowiec 10 €
Materiały eksploatacyjne (woda, prąd, ogrzewanie itp.) 2 €
Różne koszty produkcji 3 €
RAZEM: 25 €
Miesięczna produkcja wynosi 40 000 szt.
Jakość produktu wynosi 98,4%, co oznacza, że 39 360 sztuk jest dobrych, a 640 sztuk to braki. Miesięczna wielkość zamówienia również wynosiła 40 000 sztuk, co oznacza trzy rzeczy: Zamówienia nie zostały zrealizowane – opóźnienie dla klientów.
Produkcja musiała wyprodukować dodatkowe 640 sztuk + 11 sztuk (640*98,4%) produktu. Odpady musiały zostać poddane recyklingowi, co kosztowało dodatkowe 5 € / szt.
Podsumowując, oczekiwany koszt produkcji przy jakości 100% wynosi 40000*25 €= 1 000 000 €. Rzeczywisty koszt produkcji przy jakości na poziomie 98,4% wynosi (40 000 + 640 + 11) * 25 + (640 + 11) * 5 = 1 019 530 € = 19 530 € (1,95%) więcej niż oczekiwano dla całego projektu.
W przypadku 98,4% produktów koszt produkcji jednej sztuki wynosi 25 euro. Jednak w przypadku 1,6% produktów koszt produkcji jednej sztuki wynosi: (całkowity koszt produkcji – koszt produkcji produktów bez wad) / liczba produktów z wadami, czyli (1 019 530 euro – 984 000) / 640 = 94,93 euro. To prawie cztery razy więcej niż powinno być.