

Real-Time Cubic Meter Measurement on Conveyor Lines
Yes, it is possible to measure cubic meters in real-time. There are challenges, of course but it can be done with GlobalReader. In many wood and veneer factories, production is still measured in pieces or by frontal loader grapple capacity. But these ways don’t tell the full story. One shift may process 400 logs. The next, 380. On paper that looks similar. In reality, the total cubic metres can be very different. Thicker logs, thinner logs, slightly shorter batches — it all changes the true production output. And when volume changes, planning changes. Yield changes. OEE changes.
Summarize with AI
The Real Problem: You Don’t Actually Know Your Volume
We came upon this issue when one of our clients required a real-time, accurate, and numerical overview of how much birch log volume (m3) passes through a specific production line. The system in question is a Thoms & Benato veneer line, where birch logs arrive after prior debarking and then proceed on a conveyor belt.
How do most factories calculate volume in-house?
The situation is quite dire as we have seen. Purchased raw material (logs etc) arrive via lorries and then get measured using measuring tape manually or some with measuring lines. Then the logs are usually sorted by length or size and placed accordingly. And here, usually the discrepancies happen
How many logs actually come to the factory today or did come to the factory last shift etc. - that is not known. So, typically factories:
Carry logs from warehouse lot to production lines
Some measure sample diameters, some check average length.
Some account for the frontal loader grappler capacity
Someone types numbers into Excel.
The ERP makes assumptions someday when an inventory is needed.
By the time you know how many cubic metres went through the line, the shift is already over. Or worse, shifts over weeks, months maybe. Real-time cubic meter measurement removes that uncertainty.
What is the Calculation Model for Determining Cubic Meters (m3)
The calculation of cubic meters is based on three parameters measured in real
time:
Diameter (D) – obtained from the IR curtains.
Height / cross-section shape – also obtained from the IR curtains (used to
determine the log cross-sectional area).
Length (L) – calculated from the rotation rate recorded by the encoder and the
LOG movement speed.
The result is converted into a separate data point on the graph, referred to as a
cubic meter.
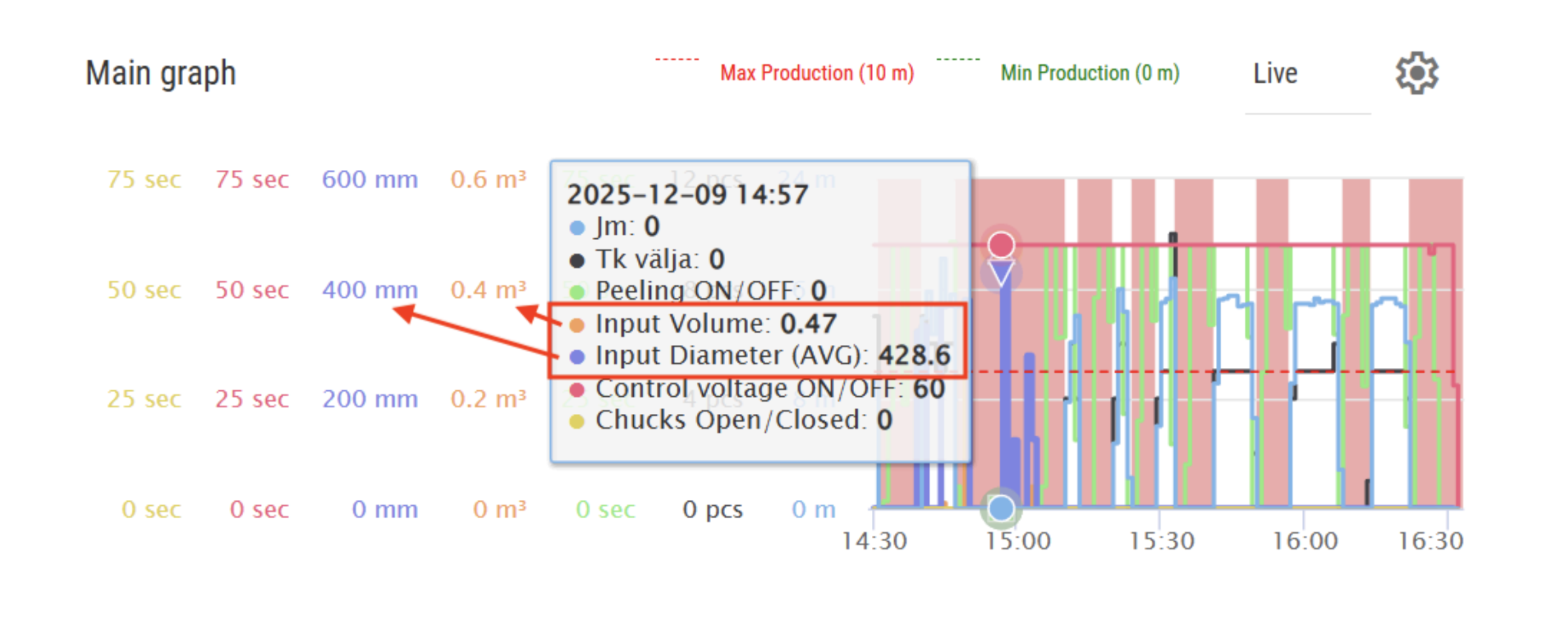
MainGraph
accumulated volume of birch logs in m3,
continuously calculated average log diameter.
What Changes When You See m³ Live
As discussed before, what we see is that factories have little or no visibility over how much material comes into the factory production lines and actually reaches the machines. It is too common in factories that operate with logs and also in veneer and plywood production factories to see material loss even before reaching production lines. Material gets damaged from multiple sorting and transport operations. Some are already damaged upon arrival and will be regarded as scrap plus errors from machines cutting wrong sizes all resulting in a substantial amount of loss.
Another thing is when material size varies, piece-based performance is misleading. With real-time volume tracking, performance can be calculated against expected m³ per hour — which reflects real capacity.
If the average diameter decreases, then the productivity of subsequent equipment also decreases, because there is simply less raw material physically. The machines make exactly the same movements, it does not matter what diameter the log is, but the amount of production is different.
So the time and number of movements required to process 1 log are exactly the same but the amount is different ( m3) - in short, the same amount of work is done, but the result is worse. Availability is the same but performance changes.
So in an ideal world when live cubic meter measurement is used:
If the line runs but volume per hour drops, you see it immediately.
If thinner logs enter the line, average diameter decreases in real time.
If output yield does not match input volume, the gap is visible the same shift.
Accuracy Without Complexity
A common concern is measurement precision.
In practice, the infrared curtains measure diameter within approximately ±5 mm. The encoder measures length based on calibrated shaft rotation. When combined, single-log variation is small — and over a full shift, accumulated volume typically stays within around ±1%. The smaller the diameter being measured, the greater the error. For a log with a diameter of 15 cm, it is 3.3%; for a log with a diameter of 45 cm, it is 1.1%.
That is significantly more reliable than manual sampling or much more accurate than measuring frontal loader grapper. And more importantly — it is faster and consistent. Consistency builds trust in the numbers. And once production trusts the numbers, decisions become faster.
Where This Has the Biggest Impact
In sawmills, volume defines profitability. If inventory variance drops from 15–20% down to low single digits, that alone justifies the system. The biggest concern is that the wood industry cannot accurately write off material each month. In this case, they either write off inventory approximately or have to do time-consuming and often expensive (the service is purchased) inventories.
But if supplier material quality differences become visible through real yield comparison, contract negotiations change. If planners schedule based on real input m³ instead of theoretical assumptions, production becomes more predictable. Real-time cubic metre measurement is not just a sensor setup. It becomes:
A production control tool
A supplier comparison tool
A planning improvement driver
An OEE accuracy upgrade
And because it feeds directly into the same ecosystem as downtime tracking, planning and analytics, volume becomes part of your complete real-time factory overview — not a separate calculation. Therefore the biggest gain comes from the fact that when a factory dod not know or knew roughly how much raw material went into production, then now one can see exactly how many cubic meters went into the production.
Want To Start Measuring Volume?
FAQ About Cubic Meter Measurement
-
The following method can be applied to most wood production companies that use logs as raw material for production. An example setup is surprisingly simple. The measurement is based on three main components connected to the Globalreader hardware:
Infrared sensors, (“curtains”) – 2 pcs
Two infrared curtain sensors are mounted across the conveyor. As each log passes, the curtains read its cross-section. They detect diameter and shape with millimetre-level precision.
At the same time, an encoder mounted on the conveyor shaft measures how far the belt moves. Since the encoder is configured with a fixed number of pulses per rotation (in this case 500), the system knows exactly how much length has passed under the sensors.Encoder
Measures the rotations of the conveyor belt shaft.
The rotations are used to determine the log length.
The encoder uses the third port of the Scoutbox.
The encoder is configured to 500 pulses.
The Scoutbox brings it all together
The Scoutbox collects these signals, processes them at the machine, and converts them into cubic metres — instantly.
Every log becomes a measured data point.
Every shift shows accumulated m³ live on the dashboard.No manual entry. No waiting. No assumptions.
-
Yes — it is absolutely possible to measure cubic meters in real time. Many wood and veneer factories still rely on piece counts or frontal loader grapple estimates, which fail to capture the true production volume. With a system like GlobalReader, infrared light curtain sensors and a conveyor encoder work together to calculate the cubic metre value of every single log as it passes through the measurement zone — instantly and continuously. The result is visible on a live dashboard the moment each log crosses the sensors.
-
Piece counts ignore differences in log diameter and length, so two shifts with similar piece numbers can have very different total volume and yield. A shift that processes 400 thinner logs may deliver significantly less cubic metre output than a shift of 380 larger logs. When material dimensions vary between batches, piece-based planning, inventory, and OEE decisions become misleading — because the same number of pieces does not mean the same amount of raw material.
-
In most factories, logs arrive by lorry and are measured manually with measuring tape or semi-automated measuring lines. They are then sorted by length or size and placed in storage. After that, the typical process involves carrying logs from the warehouse to production lines, sampling diameters on a small selection, accounting for frontal loader grapple capacity as a rough volume proxy, and typing numbers into Excel. The ERP system makes assumptions whenever an inventory count is needed. By the time you know how many cubic metres went through the line, the shift — or several weeks — may already be over.
-
The system combines three live measurements: diameter is captured every ~10 cm by infrared light curtain sensors that scan the log cross-section; length is derived from an incremental encoder mounted on the conveyor shaft (e.g., 500 pulses per revolution, calibrated to belt travel); and a calculation model converts the cross-sectional area and length into cubic metres for each individual log. The result is stored both as an individual log data point and as accumulated volume on the shift dashboard.
The volume calculation follows the standard cylindrical formula applied segment by segment:
V=∑iAi×ΔLiV=i∑Ai×ΔLi
where AiAi is the cross-sectional area at each measurement interval and ΔLiΔLi is the corresponding length increment.
-
A typical installation requires three components:
Two infrared light curtain sensors — mounted across the conveyor to scan each log's cross-section as it passes through.
One incremental encoder — mounted on the conveyor shaft to measure belt movement and derive log length.
A Scoutbox (edge computing device) — collects signals from both sensors, runs the calculation model, and sends volume data to the GlobalReader platform in real time.
No manual entry or separate software is needed. Every log becomes a measured, timestamped data point automatically.
-
Infrared measuring curtains achieve approximately 5 mm diameter accuracy in industrial applications. The encoder measures length based on calibrated shaft rotation. When combined, the single-log variation is small, and over a full shift the accumulated volume typically stays within approximately 1% of the true value. The accuracy also depends on log size: for a log with a diameter of 15 cm the error is approximately 3.3%, while for a 45 cm diameter log it is approximately 1.1%. This is significantly more reliable than manual sampling or frontal loader grapple estimates — and far more consistent.
-
The encoder is configured with a fixed number of pulses per revolution — for example, 500 pulses. Each revolution corresponds to a known belt travel distance, so pulses can be directly converted into length as the log passes under the sensors. When the cross-section is detected by the infrared curtains and the encoder pulse count for that log is known, the system derives log length and calculates volume automatically.
-
The two infrared curtains reconstruct the log's cross-sectional profile rather than measuring a single diameter line. By sampling many beams across the full width of the conveyor, the system estimates the true cross-sectional area of oval or slightly irregular logs and uses that area for the volume calculation. This approach is more accurate than a single-point diameter measurement for non-circular logs.
-
Real-time log volume registration can reduce inventory variance from high double-digit percentages down to low single digits, because all log inputs are measured with a consistent, automated method. This stabilises stock levels, improves material planning, and makes the financial valuation of timber inventory far more reliable — eliminating the need for costly external inventory audits.
-
When logs touch end-to-end on the belt, the system reads them as a single overly long log. This means proper conveyor and infeed design is important — logs need to be singulated (separated with gaps) so each individual log is registered as its own data point. Most conveyor systems for veneer and sawmill lines already include log separation as a standard design feature.
-
3D laser or vision systems can reconstruct a detailed 3D log model but are significantly more complex and can be over 30 times more expensive. Infrared curtains provide a simpler, robust solution focused on cross-sectional area and length, which is sufficient to achieve approximately 1–3% accuracy on accumulated volume for veneer and sawmill applications. For most industrial production monitoring use cases, the curtain-and-encoder approach delivers the right balance of accuracy, cost, and reliability.
-
ROI drivers include reduced inventory variance, more accurate yield and supplier control, better OEE and capacity utilisation, and fewer manual measurements. Even a small reduction in raw material loss or a few percentage points of recovered capacity can pay back the system within a relatively short period. In wood and veneer factories, inventory variance alone — if reduced from the typical 15–20% down to low single digits — can justify the full system investment.
-
Yes. The Scoutbox can send both aggregated and per-log data (e.g., m³ per shift, per batch, per supplier) to ERP, MES, or OEE platforms using standard industrial communication protocols or APIs. This aligns planning, purchasing, and performance reporting on a single, consistent volume measure across the factory system.