

Czym jest wydajność w wskaźniku OEE?
Wskaźnik OEE mierzy, jak wydajnie pracują maszyny w porównaniu z ich prędkością idealną. Daje on odpowiedź na najczęściej zadawane pytanie w branży produkcyjnej: „Czy produkujemy tak szybko, jak powinniśmy, gdy maszyna pracuje?”
Podsumuj za pomocą sztucznej inteligencji
Jak obliczyć wydajność wskaźnika OEE
Wysoka wydajność oznacza, że sprzęt pracuje z prędkością zbliżoną do prędkości projektowej lub charakterystycznej dla danego produktu. Należy jednak pamiętać, że nie każdy produkt można wytwarzać z wykorzystaniem maksymalnych możliwości maszyny — na przykład strugarka może obrabiać cienkie listwy znacznie szybciej niż belki o dużym przekroju. W takich przypadkach ograniczenia prędkości wynikają raczej z właściwości produktu lub wymagań jakościowych niż z samych parametrów sprzętu.
Z drugiej strony niski wskaźnik wydajności wskazuje na spadek wydajności w całkowitej wydajności sprzętu — często spowodowaną mikroprzerwami, zmniejszoną prędkością maszyny lub niekonsekwentną obsługą przez operatora.
Standardowy wzór OEE służący do obliczenia procentowej wydajności maszyny wygląda następująco:
Wydajność = (idealny czas cyklu × łączna liczba) ÷ czas pracy × 100
W tym wzorze:
Wskaźnik OEE mierzy, z jaką prędkością pracowało urządzenie w porównaniu z jego maksymalną prędkością.
Idealny czas cyklu to teoretycznie najkrótszy czas potrzebny do wyprodukowania jednej sztuki; pomnożenie go przez całkowitą liczbę sztuk daje minimalny możliwy czas potrzebny do wyprodukowania tych sztuk (czas netto cyklu).
Podzielenie tego czasu pracy netto przez rzeczywisty czas pracy daje współczynnik spadku prędkości: Wydajność = (idealny czas cyklu × łączna liczba) / czas pracy.
Niektórzy specjaliści definiują poziom wydajności jako iloraz rzeczywistej ilości i ilości teoretycznej przy pełnej prędkości w czasie pracy, co jest matematycznie równoważne, jeśli ilość docelową oblicza się na podstawie prędkości idealnej:
Wydajność = (Ilość / Ilość docelowa)
W takim razie:
Ilość docelowa = czas trwania serii / idealny czas cyklu, a zatem:
Ilość = (idealny czas cyklu × rzeczywista ilość) / czas trwania cyklu.
Zatem wzór „Wydajność = Ilość / Ilość docelowa” jest poprawny tylko wtedy, gdy „Ilość docelowa” jest wyraźnie oparta na idealnym czasie cyklu i rzeczywistym czasie pracy; w przeciwnym razie może on wprowadzać w błąd lub być niezgodny ze standardowym wskaźnikiem OEE.
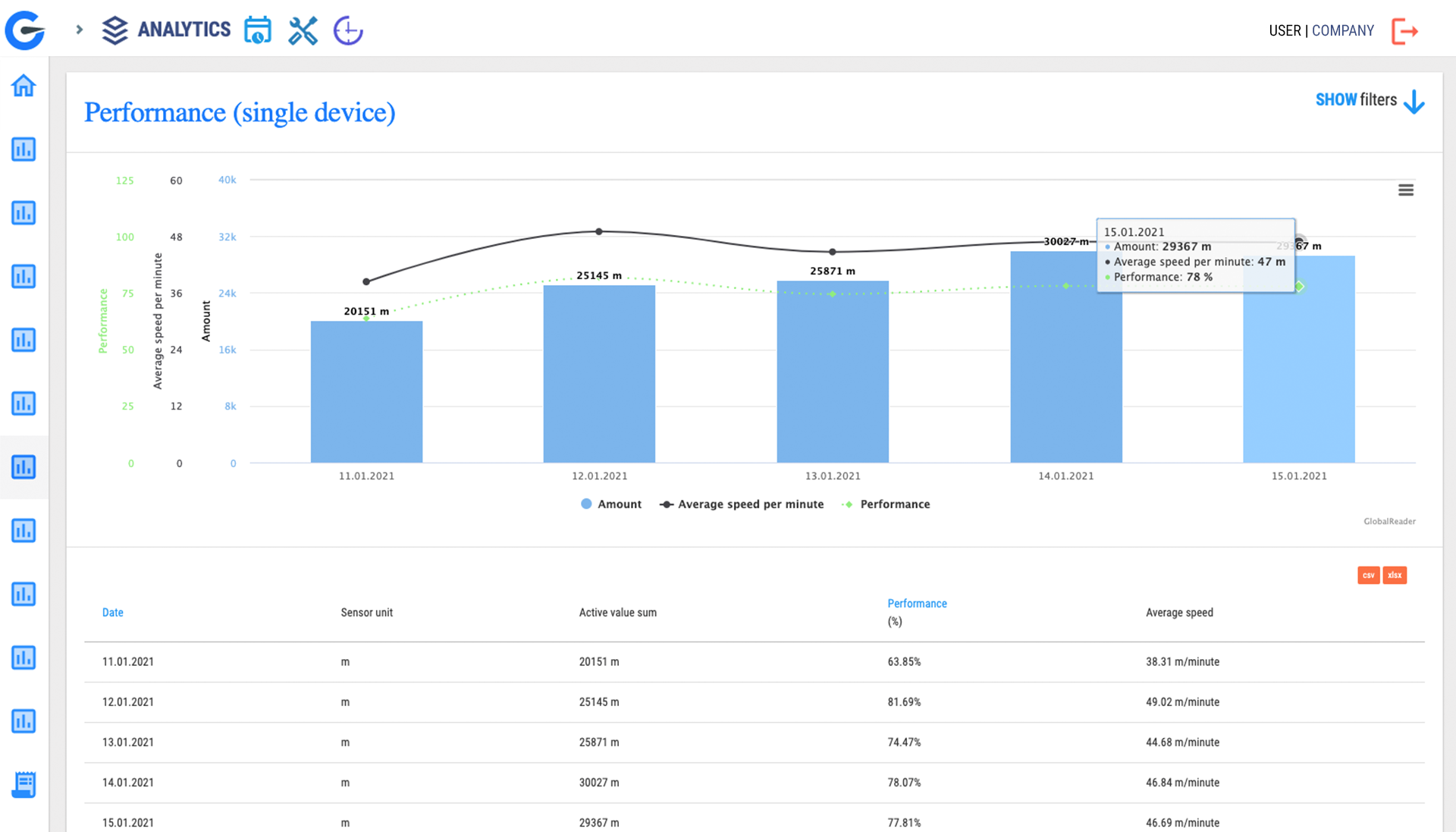
Widać tu, jak rzeczywista prędkość produkcji wypada w porównaniu z teoretyczną prędkością maksymalną.
Przykład obliczenia wskaźnika OEE
Idealny czas cyklu: 1,2 sekundy na sztukę
Łączna liczba wyprodukowanych sztuk: 10 000
Czas pracy: 12 500 sekund
Wydajność = (1,2 × 10 000) ÷ 12 500 = 0,96 lub 96%
Oznacza to, że wskaźnik wydajności w ramach OEE wynosi 96%, co oznacza, że maszyna pracuje nieco wolniej niż przy prędkości idealnej.
Jak ograniczyć spadek wydajności wskaźnika OEE
Spadki wydajności często można ograniczyć poprzez:
Śledzenie czasów cyklu w czasie rzeczywistym za pomocą aplikacji GlobalReader aplikacji Operator App firmy GlobalReader
Wykrywanie powtarzających się powolnych cykli lub mikroprzerw
Regularna kalibracja narzędzi i czujników
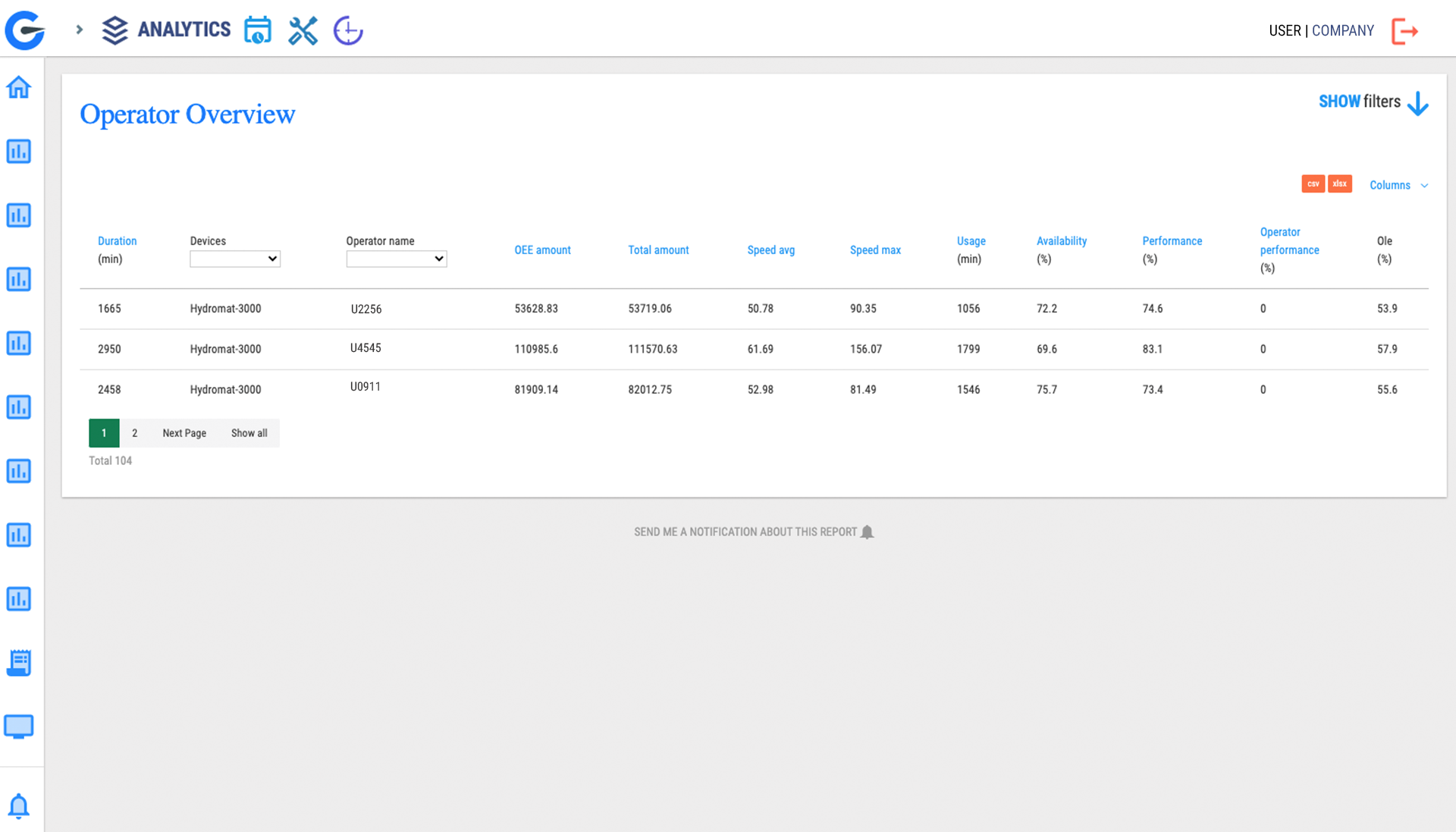
Udostępnianie pulpitów z informacjami zwrotnymi dla operatorów w celu utrzymania docelowej prędkości (informacje zwrotne z hali produkcyjnej, konserwacja, kontrola jakości, raporty dotyczące zakłóceń w analityce)
Działania te pozwalają utrzymać pracę maszyn z prędkością zgodną z projektem i przyczyniają się do poprawy ogólnego wskaźnika OEE. Nie chodzi tu jednak wyłącznie o wydajność.
W przypadku wskaźnika OEE należy wziąć pod uwagę jeszcze dwa ważne czynniki – Dostępność , czyli procent czasu, w którym maszyna lub system działa i jest gotowy do wykonywania przewidzianego zadania w dostępnych godzinach produkcyjnych.
A Jakość – metodologia służąca do ilościowego określenia każdego euro, jakie fabryka wydaje, aby zapewnić zgodność produktów ze specyfikacjami – lub zająć się nimi, gdy tak nie jest. Nawet to nie wystarczy, by ogarnąć ten ogólny temat. Same te składniki OEE wprowadzają do gry kolejne ciekawe terminy, o których musisz wiedzieć.
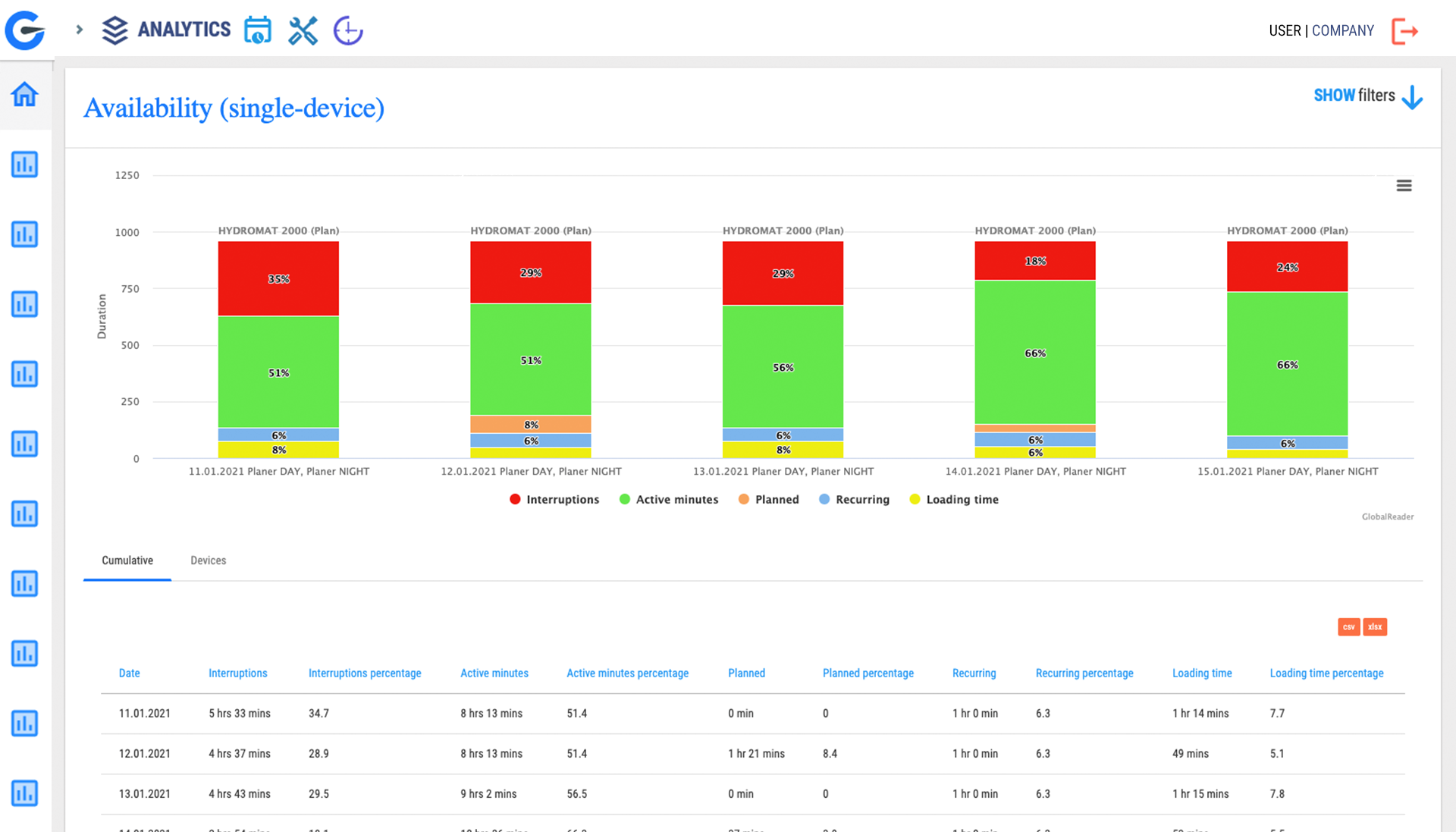
Są to na przykład „czas aktywny” (Active Time ) oraz „czas ładowania” (Loading Time ) (maszyna jest zatrzymana, ale nie jest to jeszcze przerwa), które mają wpływ na różne zasady Lean, które w idealnym świecie są stosowane na wielu poziomach, takich jak SMED lub KAIZEN w produkcji ciągłej , które można wykorzystać, aby wyprzedzić konkurencję. Wiemy, że bardzo szybko robi się to niejasne i trudne. Właśnie dlatego powstał GlobalReader. Na stole leżał ogromny problem. Nikt nie wiedział, co się właściwie dzieje, a wszyscy obwiniali kogoś innego. Brzmi znajomo?
Misja GlobalReader.
Motywujemy liderów branży do gromadzenia danych dotyczących zasobów produkcyjnych, aby zwiększyć wydajność, usprawnić współpracę i zapewnić im przewagę nad konkurencją. Jeśli chcesz wyprzedzić innych i stać się prawdziwym, rozwijającym się liderem w swojej branży, warto zacząć mierzyć te składniki wskaźnika OEE. Nie, nie ręcznie w Excelu. To byłoby głupie. GlobalReader zrobi to za Ciebie. Przekonaj się sam, jak to działa, korzystając z bezpłatnej wersji demonstracyjnej. Wystarczy zalogować się przez Google lub założyć konto.

Skontaktuj się z nami!
Jeśli interesuje Cię możliwość uzyskania dostępności na poziomie 10–20% choćby jednej maszyny w ciągu najbliższych 2 miesięcy, odwiedź stronę
1. Wypełnij formularz.
2. Opisz, jakie maszyny chcesz poddać pomiarom!
3. Nasz zespół skontaktuje się z Tobą i umówi się na pełną prezentację rozwiązania GlobalReader.